1.What is press brake tools (punches)
(1)lower die (punch)–part of the press brake die
In the previous article, we introduced you to the main components of press brake tools. Press brake dies and punch (press brake tools)consist of upper dies and lower dies. We have introduced the main types of Lower dies in the previous article. You can click the link here to view the article. Lower dies mainly consist of V-die, U-die, and Z-die. People disigned each lower die to meet different types of sheet metal processing needs. You can also view the schematic pictures and usage methods of each lower die in the previous article.
In today’s article, we will introduce another component of press brake dies, which is the upper die. The upper die is also usually called press brake punch. When processing sheet metal, the press brake will use transmission components to control the punch so that it moves downward a certain distance. This allows the sheet metal to be bent to the desired angle. So, the punch is the main working part of the press brake.
(2)Press brake punch’s importance in metal bending

- Determine the bending form and dimensional accuracy:
The shape and size of the mold can directly determine the bending form, such as angle, radius of curvature, etc., which is closely related to product quality.
- Control the bending process:
Tools hold the metal sheet in a specific position and control its deformation under pressure to maintain a consistent bend.
- Improve production efficiency:
By quickly changing molds, mold switching for different products can be completed within a few milliseconds, greatly shortening the switching cycle.
- Extended service life:
Tools made of abrasive materials and surface treatment can extend their service life several times.
- Reduce production costs:
The use of precision molds can increase productivity and reduce the scrap rate caused by mold consumption.
- Achieving specific requirements:
Through CNC technology, the mold can be bent into any shape to meet the manufacturing requirements of certain specific products.
(3)Main properties of press brake punch
In terms of attributes, press brake punch can be measured mainly by two indicators. The two main indicators are length and angle.
The angle refers to the angle of the lower end of the profile of the press brake punch. When processing sheet metal materials, this angle will directly affect the bending angle of the sheet metal. And profile is the most important attribute of press brake punch. When purchasing or customizing the press brake punch you need, the most important document you need to provide is the punch profile design document. However, there is no universal naming system for the shape and types of press brake punches. Therefore, when searching for information about press brake punch in Google, there is always such confusion: How to accurately describe the kind I need?
In order to help you solve this problem, we have carefully collected detailed information about this problem, hoping to help you purchase the press brake punch you need.
2.press brake tools ( punch ) length
(1)punch length
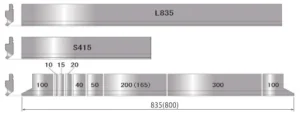
Press brake punch and die upper molds are available in segmented and integral types, which are suitable for sheet metal processing of different sizes. For the entire press brake punch and die, there are generally two sizes: 835mm (33 inches) and 415mm (16 inches).
In addition, the manufacturer of press brake punch and die also offers a segmented press brake punch and die sets. Generally speaking, a whole piece of punch is divided into several pieces of different lengths and sold separately. The following table lists a common size standard that divides the common 835mm punch into several segments. It should be noted that press brake punch manufacturers generally design and produce based on metric units. Although they will also provide performance data in imperial units, these data generally become approximate when converted to imperial units. Therefore, if you need more precise punching during sheet metal processing, we recommend that you try to use metric units.
|
mm |
Inch | |
|
1. |
300 |
11.81 |
|
2. |
200 | 7.87 |
|
3. |
100 |
3.93 |
|
4. |
100 |
3.93 |
|
5. |
50 | 1.96 |
|
6. |
40 |
1.57 |
| 7. | 20 |
0.78 |
| 8. | 15 |
0.59 |
|
9. |
10 |
0.39 |
| Sum | 835 |
32.87 |
Of course, in addition to providing punches of this fixed length specification, manufacturers will also accept customized punches. You can customize the length of punch you need from the manufacturer based on the size of the press brake you purchased.
(2)Segmented dies’ advantage
Above all segmented dies are when a tool press brake punch and die sets is divided into parts or sections. Segmented dies are not just long tools but also allow operators to use a combination of shorter tool segments to achieve the desired length or setup. In addition, segmented dies mainly have the following advantages:
- Flexibility:
Segmented tools are more versatile, allowing operators to match segments to the specific requirements of a program.
- Ease of Operation:
Shorter tools are easier to operate, install, and repair than longer tools.
- Reduce wear:
If specific parts of the mold are worn or damaged, those parts should be replaced rather than replacing the entire mold.
- Cost-Effectiveness:
Operators can invest in one segmented group rather than multiple long tools for different jobs, reducing long-term costs.
- Optimized work procedures:
The use of segmented tools allows for quick resetting, minimizing setup time, and enhancing productivity.3.Commonly used punches in press brake machine
3. Commonly used punches in press brake machine
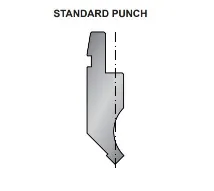
(1)Standard punch
Standard punch is primarily used for bending sheet metal from 90° to 180°. The main advantage of the press brake is its versatility, as it can effectively process both thick and thin sheet metal. Standard punch is a commonly used and durable press brake tool. Standard punches and dies for press brake machines are essential for performing simple bends at the desired degree based on the machine’s setup and beam stroke. These standard punches typically have a straight shape, making it easier to create bends. The internal bend radius and angle are determined by the punch’s geometry. Standard tools are commonly used for bending boxes and simple-shaped parts with a press brake machine, making them a classic choice for such applications.
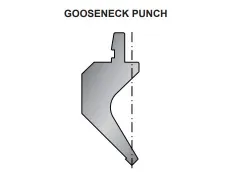
(2)Gooseneck punch
The gooseneck punch primarily bends sheet metal from 30° to 180°.Its main advantage is the ability to process sheet metal with special shapes. For example, products with a “U” shape that cannot be processed with a standard punch or straight punch can be processed using a gooseneck punch. Gooseneck punches have a unique shape that resembles a gooseneck. They are mainly used to remove protruding edges or flanges from workpieces and are an ideal choice for bending deep frames or high-flanged profiles.
Using a straight punch to create a U-shape or channel may not be practical due to the risk of collisions between the part and the metal of the punch. In such cases, workers usually use gooseneck punches to do this work. These punches are designed with a shape that allows them to avoid contact with the final flange of the part, thanks to their internal radius shape. The term “gooseneck” refers to the special design of the punch, which features an opening in the middle to accommodate the end of the part. The range of gooseneck punches available can vary greatly in size, from small to large dimensions.
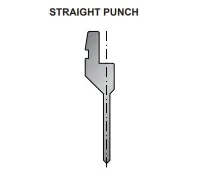
(3)Straight punch
Straight punch is primarily used for bending sheet metal from 20° to 180°. Its main advantage is the ability to bend smaller angles and dimensions, resulting in a more aesthetically pleasing finished product.
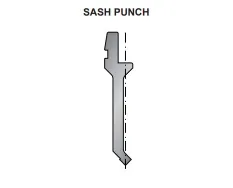
(4)Sash punch
In window frame fabrication, the press brake sash punch is a specialized tool used in a press brake machine to create bending holes in metal sheets. It is designed with specific shapes and sizes, typically made of hard alloy, to effectively create the desired holes on the metal sheet. Using a press brake sash punch allows for efficient processing of metal sheets, making them suitable for window frame assembly and installation.
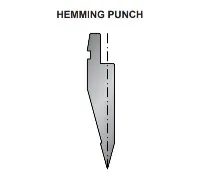
(5)Hemming punch
The press brake Hemming punch is a tool that is for use in a press brake machine to create a hemming fold along the edge of a metal sheet. It is designed to fold the edge of the sheet over itself, creating a smooth and finished appearance. The Hemming punch typically has a specific shape and size to achieve the desired hemming fold. In various industries, this tool is commonly popluar such as automotive and sheet metal fabrication, to create strong and aesthetically pleasing seams on metal components.
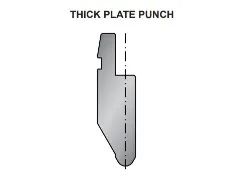
(6)Thick punch
Press brake thick punch refers to a specialized tool used in a press brake machine for bending thick or heavy-duty metal sheets. The press brake sash punch is specifically designed to effectively bend thicker materials by withstanding the high forces required for the process.The press brake thick punch typically has a larger size and stronger construction compared to standard punches, allowing it to handle the increased load and pressure. Industries like construction, shipbuilding, and heavy machinery manufacturing widely utilize this tool, encountering thicker metal sheets on a regular basis.