









The press brake is of the utmost value in metalwork. Fabricators use these machines for precision and quick turnaround. However, small inputs and calculations are critical in achieving precise outputs. Among those, bend allowance calculation is of top priority.
Underestimating the bend allowance will result in an inaccurate metal sheet size. Ironically, many people don’t know how to calculate it. Even experts use cheat sheets instead of manual calculations. If you’re among those, fret not!
Knowing the formula and calculation is paramount. In this guide, you’ll learn the step-by-step calculations of bend allowance. We will also use some dummy values for your better understanding. So, hold tight to know everything related to bend allowance!
Overview of Bend Allowance for Press Brake
The bend allowance calculation determines how much material the press brake will consume during bending. The material under work compresses inwards and stretches outwards during bending. Bend allowance accounts for this workpiece’s deformation and gives us the size that bending eats or takes.
For example, Give 15mm of material for bending. You’ll get 13mm (roundabout) as an output in metal sheet form. The remaining 2mm will be consumed during the bending.
This bend allowance accounts for this material consumption. So, it helps you know how much material you should give as input to get your desired output sheet size.
Imagine you’re working on material. Your target is to get a 10 mm metal sheet. In such a case, your input must be greater than 10mm to accommodate bending. Remember that proper bending at a specific angle requires some part of the workpiece.
What length of a piece from the workpiece will the bending process take? That question will be answered when you understand the bend allowance.
If the calculated bend allowance is 2mm, and your target is a 10 mm sheet, you’ll need 12mm of material as an input. It will ensure that 10 mm of sheet comes out as output after bending.
How to Calculate Bend Allowance for Your Press Brake?
Bend allowance seems very complex. However, it is relatively easy to understand. You’ll be able to calculate the exact values using one simple formula. Remember that the formula requires other parameters as well.
Here is the formula:
Bend Allowance = (π / 180) × Bend Angle × (Inside Radius + K-Factor × Material Thickness)
As you can see, this formula consists of different parameters. Understanding those elements and their value is crucial. If you don’t have those, you won’t be able to find the accurate bend allowance. Here are the details of these terms:
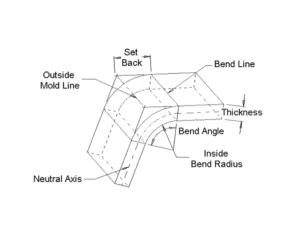
- PI (π): Pi is a mathematical constant. Its value is 3.14. Even for different materials, the value of pi will remain the same.
- Bend Angle: This represents the angle at which you want to bend your material. It can be 50°, 70°, or even 90°.
- Inside Radius: It represents the radius of curvature of the curve in the bend. If you bend at a higher angle, the inside radius will increase & vice versa.
- Material Thickness: This is the thickness of the material or workpiece that will be bent. It must be accurate to get a precise bend allowance.
- K-Factor: This value varies from material to material. Different bend allowance charts are also available for various materials, each with its K-factor value.
The K-factor is a complex concept to understand. Simply, it indicates the deviation of the neutral axis from the center line. Before a material undergoes bending, the neutral axis remains in the center. But during bending, it deviates due to stress.
The K-factor measures and assesses the deviation of the neutral axis from the centerline. This occurs when the material undergoes bending. Notably, different materials have different K-factor values. It is recommended to have a chart starting with K-factor values before you begin calculations.
Calculation with Assumed Values
Understanding and calculating the bend allowance through its formula is tricky. Different parameters need to be measured. Thus, in the section below, I will use assumed values to calculate the bend allowance value. This will help you understand how this formula works.
For example, we have the following known parameters:
- Bend Angle: 90°
- Value of Pi: 3.14
- K-factor value: 0.33
- Inside Radius: 2 mm
- Metal Sheet thickness: 1 mm
These values will vary for different materials’ size and thickness. However, the process of calculation will remain the same. Here is the formula where we will have to put the above values:
Bend Allowance = (π / 180) × Bend Angle × (Inside Radius + K-Factor × Material Thickness)
Let’s put our assumed values in this formula accurately.
Bend Allowance = (3.14/180) × 90 × (2 + 0.33 × 1)
By doing simple math using a calculator, you will get the following output:
Bend Allowance = 3.66 mm
So, you’ll need 3.66 mm of extra material for accurate bending. Counting this additional size will give you a precise size in the metal sheet as an output after the bending. However, small parameter value mistakes will provide you with the wrong result.
Point to Remember: The calculation process for finding the bend allowance is the same for all materials. However, your parameter values and results will vary.
The reason is that your material’s thickness, size, and bend angle will be different. In the above calculations, we used assumed and random parameter values.
What is Bending Deduction?
Bend allowance and bending deduction are closely related terms. The bending deduction states the length of material that will account for stretching and compression during bending.
Knowing this deduction helps the fabricator to know how long the resultant piece will be.
Before the fabrication of metals starts, fabricators already know their ideal size requirements.
So, to get that required size, they find the bending deduction. This helps them estimate the material size they will use as input to get the desired output. They do this by subtracting the bending deduction from the original material length.
If the calculations meet their needs, they (fabricators) use the original size of the material as input.
They make relevant adjustments (increase or cut the piece) if the calculated result is larger or smaller.
This method helps them get an accurate size of the output materials. Almost all fabricators use this method to make informed decisions.
Quick Highlight: The bend allowance indicates the amount of pieces consumed during the bending. The bending deduction indicates the length that needs to be subtracted from the total flat length. This subtracted part accounts for the stretching and compression during the bending process.
Formula of Bending Deduction
Just like bend allowance, the bending duction also has its formula. By putting the value of parameters, you’ll get an accurate deduction value. Here is the exact formula for bending deduction:
Bending Deduction = (Inside Radius + ½ × Material Thickness) × π
In short, you take the inside radius of your bend and add half the material thickness. The pi remains constant, as it has a value of 3.14. Finding the bending deduction is relatively easier than calculating the bend allowance.
This formula will give you the exact value of the bending deduction.
After that, you must subtract the bending deduction from the total length. This will give you an idea of how much material you will get after bending. It is highly recommended that you find a bending deduction calculation before starting the bending process.
Note: If you are having issues with mathematical calculations, don’t fret. In the above section, I explained how to calculate the bend allowance using random values. You can read that to get an idea of how to do calculations.
Importance of Bend Allowance Calculation
Both bend allowance and bend deduction play critical roles in metalwork. It won’t be wrong that a miscalculation in any of these two will badly affect the precision. Ultimately, you’ll get the wrong side of the metal sheet. Here is why they are considered an integral part of bending processes.
1. Cost of Project
Knowing the exact bend allowance allows you to complete the project quickly.
If you don’t consider the bend allowance value, you’ll get either a larger or smaller sheet. This inaccurate size sheet will not fit your project. You’ll have to redo things, adding additional cost to your project.
Thus, you should know the bend allowance to get an accurate size as an output.
2. Wastage of Time
If you don’t get the required size during bending, you’ll have to repeat the process with new material, which will take a lot of time.
As a result, you’ll waste time and be unable to complete the project on time. On the flip side, knowing the sizes before starting will make you quick and efficient.
In single bending, you’ll get your job done. There won’t be a need for repetition.
3. Safety and Hazard
Imagine if you don’t have an accurate reading and you start using the bending output.
Suppose you need an 8 mm length of sheet. You use 8 mm of metal material for bending. The bending process will take one or two mm.
Now, you will have a length of 6mm instead of the required 8 mm. If you unknowingly use this length instead of 8, it will pose many safety risks.
Thus, knowing the bend allowance helps you keep yourself safe and use accurate sizes.
FAQs
O1: What is a bend allowance chart?
It is a tool that provides information about the workpiece length for a given bend. Many fabricators, especially oldies, use these charts instead of doing manual calculations.
Many digital platforms (websites) also provide calculators to find the bend allowance for any material. All you will have to do is put your parameter values in the calculator and get an accurate bend allowance value.
Q2: How do I calculate bend allowance?
To calculate bend allowance, you must have inside radius, bend angle, material thickness, and K-factor value. You can easily calculate the bend allowance by putting their value in the formula. The formula is as follows:
BA = Bend angle × (π/180) × (Inside radius + K-factor × thickness)
Q3: What is the minimum bend radius for a press brake?
The minimum bend radius varies from material to material. It depends on many factors, such as material type, hardness, thickness, etc.
Q4: What is the K-factor value?
The K-factor represents the deviation of the neutral axis from the centerline.
Simply put, It is the ratio of the neutral axis’s location to the material’s thickness.
Generally, it has a value between 0.2 and 0.5. However, every material has its K-factor value.
Q5: What is the formula for the K factor?
The formula to find the K-factor is as follows:
K-factor = t / T
Here, T represents the thickness of the material, and t represents the inner radius. Keep in mind that the value of K-factors varies from material to material.
Q6: Why is bend allowance important?
Bend allowance is important as it explains the workpiece length utilized for bending.
It includes stretching from the outer side and compression from the inner side. So, it helps precisely measure the output metal sheet and reduces trial and error.
In summary, it reduces the cost of producing bent metal pieces.
Conclusion
Press brake machines have become must-haves for metalworking. Their performance and precision are lucrative. Many industries involving metal rely on these machines. However, small mistakes in input can affect their accuracy and performance.
In this guide, we have explored the bend allowance calculation through its formula. You’ll learn all the basics of bending deductions as well. This guide will be a one-stop platform for learning about bending angles, radius, etc.