The Basics Of Press Brake Bending
Sheet metalworking is an essential process in modern industry. Almost any modern large-scale industrial product contains sheet metal components. And the press brake (or brake press) is the most important machine in the sheet metal working industry.
The purpose of sheet metal working is to bend or cut sheet metal into the shape that people want. The bending process may seem simple, but it is more complex than one can imagine. This is because of the obvious but easily overlooked fact that any piece of sheet metal material has a thickness. So, people usually don’t realize that sheet metal is a three-dimensional object.
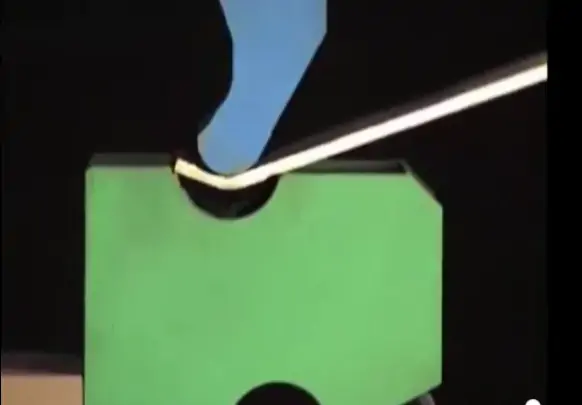
In this sense, bending a piece of sheet metal is not as simple as bending a blank piece of paper. The process is more like bending a “hunk of metal”. At this point, you may be able to react to one of the most critical issues. The three-dimensional deformation will occur at the point where the sheet metal is bent. As you can see in the picture below, when bending a sheet metal, the inner area of the bent corner will shrink inward. The outer area will stretch. It can be said that all sheet metal bending machines and related technologies try to deal with this problem.
If you want to know how the bending machine works and more, read the next section carefully. You will also learn step-by-step how technicians use the press brake to solve the problems described above. We will explain the following knowledge to you in detail:
- The main processes of sheet metal bending
- The main methods of sheet metal bending
Whether you are a press brake operator or someone looking to purchase a press brake, this article will answer all your questions.
What Is Sheet Metal Bending?
Sheet metal bending is a metal processing technology. It mainly refers to the process of deformation of sheet metal under the action of external forces.
Multiple sources of external force
1. The leap from pure manpower to mechanization
In the early days of industrial production, people operated press brakes mainly by human power. Blacksmiths and metal workers used human power to work sheet metal into desired shapes. The Industrial Revolution significantly changed the metalworking industry. At the end of the 19th century, the press brake became widespread in the world’s major industrialized countries. These early press brakes used a complex series of mechanical structures to transmit force. And the most important part was the lever mechanism. By leverage structure, workers can amplify the power of their muscles to compress the steel. In this way, a man could use his weak physical strength to work harder sheet metal.
The popularity of mechanical press brakes has these advantages and disadvantages:
- Advantage: The mechanical structure can output the same amount of force in every sheet metal bending process. standardized sheet metal bending becomes a reality. This greatly improves productivity. Mechanized press brakes allows more than one operator to divide the work. This further increases the speed of sheet metal bending.
- Disadvantage: These machines still require a lot of manual intervention. It does not change the labor-intensive nature of the process of sheet metal bending. Mechanical press brake still lacks precision.
2. Electrification innovation
Later, there was a need to use greater and more precise force for sheet metal bending. As a result, the press brake began to use electricity as a new power source. This new change brings press brake into a new era of development. The use of inexpensive electricity in the industry gave the press brake an unlimited and enormous amount of power. This exponentially increased the bending capacity of the press brake.
In addition, the use of electric motors made precision force output possible. In the past, sheet metal bending required a large number of workers. Now, the process is less dependent on labor. Matching the power source of electricity is the hydraulic transmission mechanism. The hydraulic press brake, which transmits the force through a liquid in a closed container, replaced the mechanical press brake. The fluid in the hydraulic mechanism may be water or oil. In a hydraulic press brake, oil is generally used as the force transmission medium.

The most important function of the hydraulic mechanism in a press brake is the precise transmission of force, which, of course, cannot be achieved without precise control of the motor. In addition to this, the use of hydraulics has a most important engineering implications. In the past, mechanical press brakes could not be reversed or stopped during a single use. The electrically powered hydraulic structure, however, can be freely extended and retracted. This means that the operator has more control over sheet metal bending. This makes more precise, continuous sheet metal bending possible. If you would like to learn more about hydraulic press brakes, you are welcome to check out our article.
3. Information technology and numerical control (NC) in press brake
The concept of numerical control (NC) emerged in the mid-20th century. John t. Parsons created NC as a solution for automated machine tool operations. He is thus often considered the pioneer of NC technology in the late 1940s. He developed the world’s first CNC system. This system used perforated cards to control the movement of machine tools. This technology allowed for automated and programmable control of machine operations. This laid the foundation for CNC systems.
At first, engineers tried to retrofit existing mechanical press brakes with CNC controls. These early systems required a lot of manual programming. And it lacked the flexibility and precision associated with modern CNC press brakes. In the 1970s, computer technology advanced tremendously. This spurred the development of more sophisticated CNC controls. These systems utilize computers to be repeatable. The integration of computer technology has improved accuracy.
At the same time, it paved the way for more complex bending operations. In the late 1970s and early 1980s, CNC bending machines combined microprocessors and memory. It allowed the creation and execution of bending programs directly from digital input. This shift greatly reduced programming time and increased the versatility of bending operations. Another milestone event came with the introduction of 3D modeling and simulation software.
Lorem ipsum dolor sit amet, consectetuer adipiscing elit, sed diam nonummy nibh euismod tincidunt ut laoreet dolore magna aliquam erat volutpat.
Complex sheet metal bending process
1. Why industrial production need sheet metal bending
Sheet metal bending is a metalworking technique. This method turns a straight piece of sheet metal into an angled component. There are commercial considerations for manufacturers to perform sheet metal bending. There is another way to join two pieces of split sheet metal together. In this way, getting a whole piece of sheet metal with bent corners is also possible, but this way is more expensive. However, this method is more costly, and the welded part is more fragile.
Press brake bends sheet metal by applying pressure to it. This force permanently changes the shape of the sheet metal.
2. Deformation process of sheet metal bending
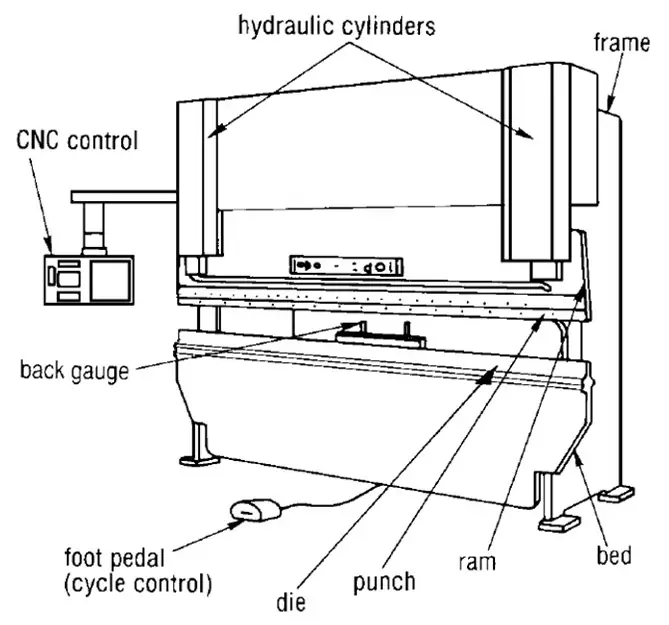
In the general sheet metal bending process, the workpieces are first placed on a press brake table. The table mainly consists of a press brake lower die and an upper die. These two parts, which can also be called press brake punch and press brake die, are fixed to the upper and lower part of the press brake.
The lower die remains stationary, and the press brake controls the downward movement of the upper die (the punch). As soon as the punch starts to touch the workpiece, the workpiece starts to receive pressure. Initially, the workpiece first undergoes elastic deformation. Plastic deformation occurs as the angle of bending of the workpiece exceeds a critical value. At the beginning of the plastic deformation, the sheet metal is free to bend. The punch continues to squeeze the sheet metal as it gradually moves downward. This continues until the punch moves down to the bottom, and the sheet metal completely fits on the inner surface of the die.

The above process shows that sheet metal bending is essentially a cold deformation process. Because it is a method of processing metal materials at room temperature. Since it is a method of processing metal materials at room temperature, the distance the punch travels downward determines the final shape of the sheet metal.
In addition to the punch and die, the back gauge is an important component of the press brake, and its main function is to control the distance the punch travels downward. All three components are essential to the success of sheet metal bending.
3. Guidelines for operating the press brake machine
- The operator should finish the external bending of the sheet metal first, and then the internal bending.
- The operator should properly organize the sequence of the bending steps.
- It is necessary to complete the bending at non-standard angles first and then complete the bending at standard angles (bending, in this case, refers to 90° angles).
sheet metal press brake working process
CNC sheet metal press brake’s four control methods
The application of CNC system in the press brake has changed sheet metal bending to a great extent. And most of the manufacturers in the market now provide press brake with CNC system.
The development of CNC technology has been underway for almost 100 years. In the early days of CNC control, the control logic was generally written into hardware circuits. These hardware circuits could realize various functions, such as storing data and processing data. Later, with the development of computer technology, it gradually replaced the hardware circuits. This technology of using computers to control machining equipment is computer numerical control technology.
Contemporary CNC press brake offers a wide range of machining methods. This allows the operator the flexibility to choose the machining method to meet different machining needs. There are generally four more common CNC modes:
- Customized Mode: The operator can edit all parameters for each bending process. The CNC reads these parameters when it starts up. The CNC then controls the movement of the part to the position specified by the parameters.
- Programming mode: in this mode, the operator can program. In addition to this, it is also possible to control the press brake using data from an external storage device.
- Automatic mode: In this mode, the CNC can run automatically and continuously.
- Single-step mode: in this mode, the CNC executes the program step by step.
Important working parameters of press brake
1)Press Brake Bending Speed
The CNC system can precisely control the various parts of the press brake. The speed of the punch is a very important parameter in the bending process. And the CNC can control the downward speed of the punch according to the set parameters, which will affect the effect of sheet metal bending. In addition, it also affects the safety of the operator. Excessive impact speeds can cause sheet metal to break. It is, therefore, important to choose the right speed for the material and shape to be processed.
A complete sheet metal process usually consists of four stages.
a. First, the press brake punch falls down by its own gravity.
Therefore, the operator cannot control this stage in the CNC. During this phase, the punch touches nothing as it moves downward. This stage is a preparation stage where the punch can move downward at a faster speed due to its own gravity. This reduces the amount of ineffective time in the sheet metal bending process. The first stage ends when the punch starts to touch the sheet metal.
b. The second stage is the main working phase of sheet metal bending.
In this phase, the punch is in direct contact with the sheet metal. And the punch exerts a force on the sheet metal. This stage is also the main stage in which the sheet metal deforms. The hydraulic system pushes the punch by means of cylinders, and the CNC can control the hydraulic pressure to adjust the force.
Generally, the CNC can control the press brake to achieve different speeds. The computer program is the software basis for precise control of the punch speed. The hydraulic system is the hardware basis. The operator must set the drop speed of the punches in this phase. This is because the surface of the sheet metal may be scratched if the punch is dropped too fast.
After the punch has moved down to the pre-set height, it remains in that position for a short period of time.
c. This period of time is the third stage.
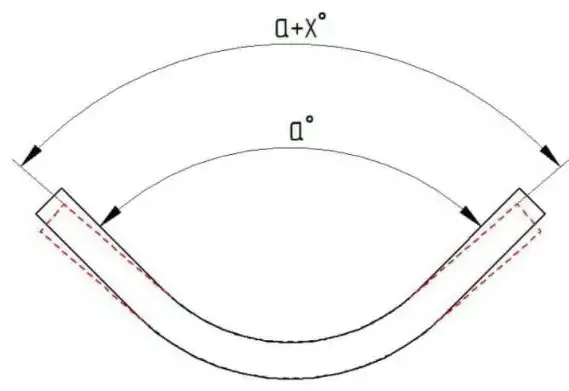
The third stage exists because of the springback effect of the sheet metal bending process. When the punch bends the sheet metal, the sheet metal does not stay at the current angle, but when the punch is lifted up, the sheet metal bounces back at a very slight angle.
Why does sheet metal spring back?During sheet metal bending, the part near the inside of the bending angle is compressed. The material near the outside is stretched. This is because the compressive strength of a material is usually much greater than its tensile strength. The deformation of the material inside the bending angle is then related to its compressive strength. So, it is difficult to permanently deform the material close to the inside of the bending angle.
When the press brake upper die is lifted upwards, the sheet metal tends to return to the shape it had before it was bent.
The springback effect of sheet metal bending is relatively easy to solve. The operator can control the pressure brake to give the sheet metal more of a bend angle. After springback has occurred, the sheet metal will remain at the desired bend angle. If the sheet metal is intentionally over-bent slightly, a small amount of natural springback will produce the correct angle. Therefore, in the third stage, the operator waits for a few seconds for the punch to reach the end position. The operator may extend this time in order to minimize the spring back of the sheet metal.
d.In the last stage, the fourth stage, the punch returns upwards.
The deformation of the sheet metal is now complete, and the punch will move upward until it returns to its initial position. These are the lower cylinders and the upper cylinders, which in the fourth stage reduce the hydraulic pressure, and the lower cylinders increase the hydraulic pressure. This way, the hydraulic system can control the punches to move upwards. The problem to watch out for in stage four is operator safety. If the punch moves up too quickly, the sheet metal may fall off the table. Therefore, the operator should try to move the punch upwards as slowly as possible.
2) Material of sheet metal to be processed
The operator can select the material to be machined in the CNC. Different materials have different properties. The most important property is the tensile strength of the material. The tensile strength is the amount of plastic deformation that the metal material is capable of carrying. Therefore, when processing sheet metal of different materials, the press brake needs to apply different amounts of force, and the force applied by the press brake must exceed the tensile strength of the material. The force applied by the pressure brake must exceed the tensile strength of the material so that the sheet metal can be deformed plastically.
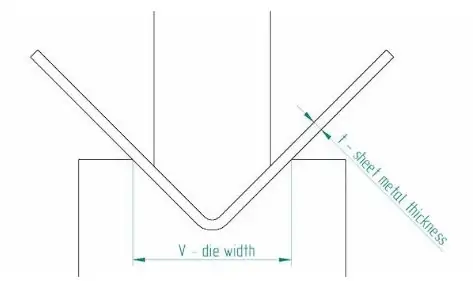
3) Thickness of sheet metal
The thickness of the sheet metal is a very important parameter, and the press brake needs to apply more pressure to the thicker material. If the operator sets the wrong pressure value in the CNC, there is a risk of damage to the press brake dies. Furthermore, the thickness of the sheet metal also influences the deformation process. The thicker the sheet metal, the larger the bending radius will be when bending. The operator needs to select the appropriate dies and processing method accordingly.
3 Main methods of sheet metal bending
In actual industrial production, sheet metal needs to be bent into a wide variety of shapes. Correspondingly, there are many different kinds of press brake die and bending methods, but the most widely used is V-shape bending. However, the most widely used is V-shape bending, which is the most common and basic shape in sheet metal bending. there are three main methods of V-shape bending. There are three main methods of V-shape bending, which are described in detail in the following sections.
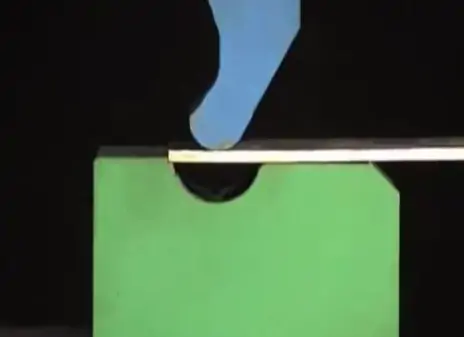
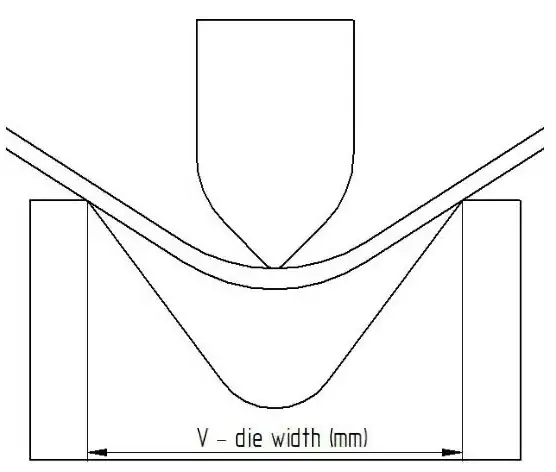
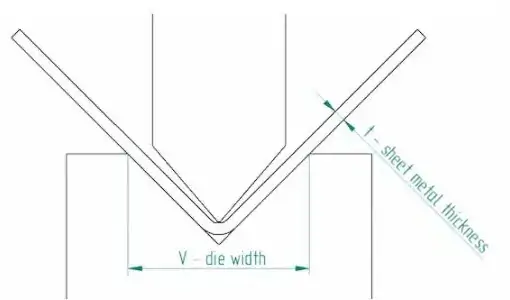
1. Air bending
Air bending is a high-degree-of-freedom bending method. In this method, the bent sheet metal does not fully contact the press brake punch and die, but the sheet metal is bent into contact with the top ends of the die. The two points of contact act as fulcrums to support the sheet metal, and then the punch moves downward, applying pressure to the sheet metal. Eventually, the press brake bends the sheet metal into a V-shape by means of the lever principle. This bending method has a high degree of freedom but a low degree of complexity.
This freedom allows the operator to bend sheet metal at various angles with very few dies. if the operator has a 90° punch, he can bend a piece of sheet metal at any angle from 90° to 180°. The drawback of this method is its low accuracy. However, this bending method is straightforward. It can, therefore, be summarized as follows: air bending is less accurate in exchange for more efficient sheet metal bending with a wider range of applications.
2. Die bending
Die bending is a method of pressing sheet metal down to the bottom of the die using a punch. This method is similar to air bending. If the punch moves all the way down to the bottom of the die, air bending becomes the die bending. But there are also big differences between the two. First of all, they have different requirements for the press brake die. air bending has more relaxed requirements for the size of the punch and the die, even if the angle of the punch is larger than the die. However, the size and shape of the punch are more strict for die bending. For example, the gooseneck punch is mainly used for die bending, and the shape of the gooseneck punch can be useful if a piece of sheet metal needs to die bent several times.
In die bending, the angle of the die determines the final bending angle of the sheet metal. Because the final bending angle of the sheet metal is determined in advance, this allows the punch to exert a greater force on the sheet metal. Further, this greater force reduces the spring-back effect of sheet metal bending. It is for this reason that die bending has a higher degree of precision than air bending. In die bending, the shape of the die determines the final angle of the sheet metal. In other words, it is the bottom of the die and the top of the die together that determine the bending angle of the sheet bending. Therefore, another name for this method is three-point bending.
3. Coining bending
Coining bending is a method of obtaining sheet metal bending with precise angles. This method requires a pair of punches and dies with exactly the same angle; so, for example, if the operator wants to bend sheet metal at 60°, he needs a 60° die. He needs a 60° die, and a 60° punch, which then applies a very large amount of force to the sheet metal, and the narrow v-shape space between the punch and the die determines the final shape of the sheet metal.
This enormous force causes the material inside the bent corner to deform permanently. (Remember the cause of the Springback effect mentioned above?) Therefore, the main advantage of coining bending is that the springback effect of sheet metal can be ignored. This guarantees a high degree of precision in sheet metal bending. In addition, this method reduces the internal radius of the bending corner. In other words, coining bending results in sharper bending corners of sheet metal.