








In this article, we will introduce the Press Brake Dies used in press brake machines, discussing the different types of press brake dies and the appropriate terminology to describe them.
1.“Press Brake Dies” vs. “Press Brake Tooling” and “Press Brake Tools”
We understand that these terms may confuse customers looking to purchase press brake dies. “What keywords should I use to find the products I need?” Here, we will clarify these terms and help you find the exact products you seek. By the way, “brake press die” is also the correct name.
(1) Tool and Tooling
Tool or tooling is a general term meaning “a set of equipment used for a particular purpose.” Various types of dies can be referred to as tools or tooling.
(2) Die
Die usually refers to toolings used for forging, stamping, extrusion, and other solid-state forming processes. The tools used on press brake machines are generally called dies, which is why we use the term “press brake die” in the title of this article. A die typically consists of an upper die and a lower die. As shown in the picture below, the cookie cutter is the die, and the desktop can be the lower die.

The profile of the die used on the press brake is generally shown in the figure below. In this picture, we can see that ① represents the upper die, ② represents the lower die, and ③ represents the workpiece being processed.
In the specific production process, the lower die on the press brake machine remains fixed while the machine controls the movement of the upper die to shape sheet metal into specific forms. During this process, the upper die applies a force ranging from tens to hundreds of tons to the workpiece. Because of this, we also refer to the upper die as a “punch.” Well, isn’t this very vivid? It is a very powerful “punch.”
However, when searching for related information, using keywords such as press brake dies/tooling/tools is acceptable as they all refer to the same type of product.
(3) Mold
It should be noted that using the term “mold” on a press brake machine is inaccurate. Because mold is used for shaping liquid or soft materials. For example, in injection molding or casting processes, molds shape liquid or soft materials (such as clay or plastic) into specific forms. For instance, a cake mold shapes cake batter, as shown in the image below.

2. Shapes of Press Brake Dies
When purchasing press brake dies, the most important attributes are the length and cross-sectional shape (also called profile). The profile is the most critical attribute and directly determines the purpose of the die. However, there are many different profiles, and you may have struggled to describe the shape you need. Here, we will summarize some common profiles of press brake dies in a list with corresponding images and introduce their main uses to assist you. And this article is the part 1 of a series of articles about press brake dies. In this part we will just introduce the types of lower dies. If you want to know the types of the upper dies (some people also call it punches), you can read You can read press brake punch types and uses of our release.
(1) Press Brake Lower Die Types
The most common types of press brake lower dies can be divided into three categories based on the shape and number of grooves on these dies. Press brake dies can be classified as V-dies, U-dies, and Z-dies. Among them, V-dies are the most widely used type. Let’s introduce these three different types of dies.
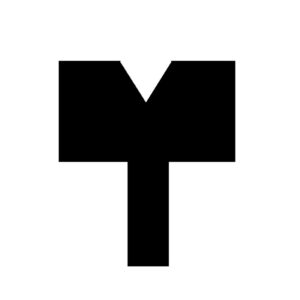
(2) V-Die
The V-die is the most frequently used type of die in press brake operations. As the name suggests, it has one or more V-shaped grooves on its upper surface.
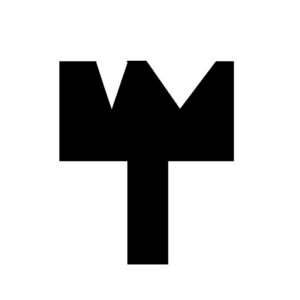
Depending on the number of V-shaped grooves, V-dies can be further classified as 1V die, 2V die, 3V die, and 4V die. Having multiple V-shaped grooves on one die serves two main purposes:
- Preventing accidental damage: During processing, lower dies may experience significant impact forces. If one groove is damaged, another groove can serve as a backup to continue working. This helps minimize production interruptions caused by damaged parts.
- Quick changeover: Multiple V-shaped grooves on one die can have different depths and opening sizes. Without removing the lower die, operators can quickly switch to the desired V-shaped groove. With a single lower die, the press brake can meet various processing requirements.
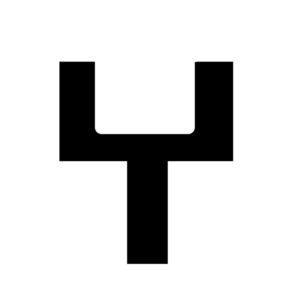
(3) U-Die
U-die is the second most popular type after V-die. U-dies have two rounded corners at the bottom of their grooves. This shape is designed for air bending of sheet metal.
(4) Z-Die
Z-die, also known as an offset die, allows the press brake to create two bends with the same angle but in opposite directions simultaneously. This significantly improves the efficiency of bending processes for certain applications, such as joining materials or making a second bend that won’t interfere with the first bend.

These two bends will be completely parallel and ensure high precision. Additionally, as shown in the image below, Z-dies usually need to be used with upper dies of the same shape.
(5) Other Press Brake Dies Types
In addition to the three categories mentioned above, there are more specific classifications to describe the shapes of lower dies. These different die shapes will be applied to various bending requirements. Using more suitable tools will help you accomplish more challenging sheet metal processing tasks.
-
90-degree dies
Dies that are designed to create 90° bends, typically used in bottom bending with higher tonnage than air bending, are referred to as 90-degree dies.
-
Acute angle dies
For creating angled bends smaller than 90 degrees in air bending, acute angle dies are used. Based on the depth of the punch’s descent, these dies can also generate 90° and obtuse angles.
-
Beading dies
When paired with corresponding punches, beading dies are employed to create a reinforced bead in the final product. When paired with corresponding punches, beading dies are employed to create a reinforced bead in the final product.
-
Box dies
Box dies, in conjunction with segmented punches, are used to form rectangular boxes that can accommodate different side lengths.
-
Channel dies
Channel dies enable the formation of flat-bottomed channels with two angles in a single operation by utilizing a broad flat punch.
-
Combination bend-and-hem dies
Combination bend-and-hem dies allow for the formation of parts with a hemmed edge in one setup. These dies feature a narrow die opening flanked by flat tops on either side. The matching punch has a flat-bottomed extension protruding from its upper edge. Following the creation of an acute bend, the part is promptly rotated horizontally to allow the two flat edges to come together and compress the hem in a subsequent operation.
-
Corrugating dies
Corrugating dies possess a shape that can be either wavy and rounded or flat-bottomed. These dies are specifically designed to create a corrugated pattern in metal materials.
-
Curling dies
Curling dies are used to form a curled edge on the part.
-
Flattening dies
Flattening dies, which are also referred to as hemming dies, are utilized to reduce the degree of previously formed acute angles or flatten them into hems.
-
Gooseneck dies
Gooseneck dies are specifically designed to be used in conjunction with gooseneck punches. These dies and punches are employed to provide clearance for already-formed flanges.
-
Hemming dies
Hemming dies flatten parts after making a 30° or other very acute bend to form hems. They have flat tops and are used with matching “hammer” punches that are also flat. Combination bend-and-hem punch and die sets are capable of performing the initial bend and subsequently hemming the part in a second operation without requiring additional setup. Two-stage hemming dies, on the other hand, are spring-loaded two-section dies that work in conjunction with a standard punch. The upper part of the die features a V-opening and is used for the normal bending process. However, both the upper and lower parts have flat surfaces that extend outward and come together under the tonnage of the ram pushing down, allowing for a hem to be made between them in an immediate second operation.
-
Joggle die sets
Joggle die sets are versatile offset dies that can be adjusted to create matching parts with a smooth and continuous outer surface, often used in aircraft construction. These dies can be adjusted through shimming or with the use of a set screw.
-
Multiple bends dies
Multiple bend dies, in conjunction with their corresponding punches, are designed in the desired profile shape and enable the creation of two or more bends in a single operation. Offset dies are a prevalent type of multiple bend dies.
-
Offset dies
Offset dies, when paired with matching punches, have the capability to bend two angles in a single stroke, resulting in the formation of a Z shape. These dies not only increase production speed but also enhance accuracy by keeping the bends completely parallel.
-
Radius dies
Radius dies when used with rounded punches, form radiused bends.
-
Rib-forming dies
Rib-forming dies are utilized to create radius rib channels and V-ribs.
-
Rocker-type dies
Rocker-type dies offer support to the workpiece during a bend by utilizing a rocker insert in the punch. This design allows for slight sideways motion, helping to avoid clearance issues.
-
Rotary dies
Rotary dies, in conjunction with their punches, employ a rotating insert in either the upper or lower tool to facilitate bending over the anvil-like opposite tool. They require less tonnage than standard bending methods and reduce friction applied to the workpiece, resulting in no marks like those left by regular V-dies.
-
Seaming dies
Seaming dies enable the production of seams in sheets and tubes.
-
Standing seam dies
Standing seam dies are integral components of specialized punch and die sets that are specifically designed to create a vertical hem, known as a standing seam, which is perpendicular to the rest of the finished part.
-
Tipped angle dies
Tipped angle dies feature varying angles on each side of the V-groove. They are utilized to ensure sufficient ram clearance in deep channels and enable the formation of shorter flanges that would not be achievable using conventional methods.
-
Tube-forming dies
Tube-forming dies and pipe-forming dies, which share similarities with curling dies, are specifically designed to shape tubes after an initial operation that involves bending and rolling up the edges of a workpiece.
-
U-bend dies
U-bend dies have a rounded bottom and are similar to channel-forming dies. They are used for creating radius U-bends.
-
Urethane dies
Urethane dies are employed when bending parts that require better surface quality without leaving marks. However, it is worth noting that wiping dies may have slightly lower accuracy compared to steel dies. To minimize the risk of scratching, steel dies with nylon inserts can be employed as an alternative.
-
Wiping dies
Wiping dies, like rocker-type or rotary dies, are utilized in conjunction with corresponding punches to create a smooth curved edge on a sheet.
-
Z-bend dies
Z-bend dies, also known as offset dies, derive their name from the resulting part shape made in a single bend.
If you want to know more about press brake dies, you can read another article we wrote.