








What Is Sheet Metal?
Sheet metal surrounds us in buildings, vehicles, appliances, and more. But what exactly qualifies as this thin, versatile metal product? Sheet metal refers to metal formed into very thin sheets, and flat pieces.
Sheet metal production includes companies using industrial processes. Such as, rolling and drawing where a slab passes through a series of polished roller presses. Sheet metal types include steel, aluminum, copper, tin, titanium, and alloys.
How Is Sheet Steel Made?
Sheet steel undergoes an extensive industrial process to reach usable thinness and flexibility. Manufacturers start by heating thick steel slabs to over 1700°F in massive furnaces. Automatic rollers then feed hot steel through a series of roughing stands. Each one thinner than the last.
Stretched into thin strips, the steel sheets continue through extra finishing stands. This happens with polished rollers that squeeze to reduce thickness while smoothing surfaces. Reduction rates stretch over 90% thinner across many passes.
Finally, jets of water or oil quench the sheets to lock in strength. While, automated coilers wrap the sheets into rolls for easier handling and transport. The flexible coiled sheet steel transforms into cars, appliances, furniture, and building materials.
The World of Sheet Metal Fabrication
Sheet metal fabrication techniques involve various processes. Especially for transforming sheet metal into finished products. Sheet metal manufacturing process materials include steel, stainless steel, aluminum, zinc, and copper. It comes in gauges between 0.006 and 0.25 inches thick.
Sheet metal fabrication techniques offer many benefits when creating hollow or flat components. It proves more cost-effective compared to other processes like casting and CNC machining. The rapid fabrication also produces pieces faster than alternatives while minimizing material wastage.
Industries relying on sheet metal fabrication have a wide range. Such as, automotive and aerospace to construction and appliances. Products include vehicle bodies, plane wings, ductwork, and washer drums.
Sheet Metal Forming Processes
Sheet metal forming processes involves removing specific materials to produce particular forms. This is a subtractive fabrication technique. They are analogous to CNC milling and sheet metal forming machine processes. It cuts excess stock from a blank workpiece.
Cutting sheet metal prepares shaped blanks for forming operations like bending or stamping. This helps meet exact dimensional tolerances critical to proper assembly. Common sheet metal processes for cutting methods include:

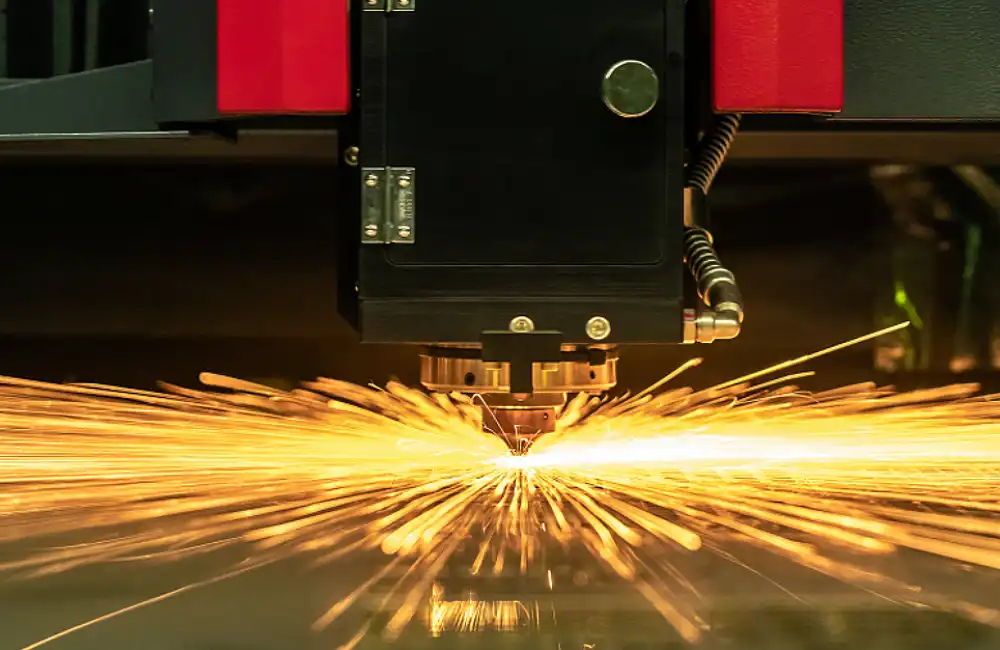
1. Laser Cutting
Laser cutting uses a high-power laser beam assisted by CNC guidance. It incises through sheet metal with impressive accuracy and efficiency. Laser cutting works well for slicing thinner gauge sheets from 0.5 to 1.5mm at a rapid rate.
The parallel rays of laser light contact a small area of sheet metal. It heats it to the melting point, cutting narrow kerfs through the full depth of the material. Laser cutting also avoids excessive heat transfer to surrounding regions. This prevents warping while delivering precise forms not workable through mechanical abrasion alone. Click to view the different types of MIHARMLE laser cutting machines.
2. Water Jet Cutting
This is an alternative to laser energy. It uses high-pressure jet of water or abrasive fluid cut through sheet metal. Water jets offer key advantages for cutting sheet metals with a lower melting point. Otherwise it would deform under the intense heat of plasma or laser processes.
The narrow high velocity water stream cuts via mechanical erosion. Manufacturers often mix the stream with hard abrasive particles like silicon carbide grit.
Water jet cutting proves especially useful for cutting milder metals like aluminum. It also offers advantages for composites, stone, glass, and refractory materials. Along with no heat damage, water jet cutting also produces no toxic fumes or smoke.
3. Plasma Cutting
Plasma cutting consists of passing a potent electrical current through a conductive medium. This includes compressed air or inert gasses to form a enerzgized plasma beam. The concentrated plasma arc melts and displaces sheet metal. It allows this thermal cutting process to slice through sheet metal with ease.
Streamlined hand-held plasma torches use built-in air compressors. While, larger CNC plasma systems offer automated multi-axis control. While faster, plasma CNC cutting lacks the ultra-fine accuracy of lasers. Yet it still attains suitable precision for various applications. The intensity of plasma beams ensures narrow heat-affected cutting zones which minimizes warping. Yet the heat also leaves rougher edges than laser or water jet processes.
Common sheet metal cutting processes consist of:
- Punching – Punches create clean holes. It’s used for fasteners, wiring, or ventilation using interchangeable punch and die sets. CNC turret punch presses automate hole punching. Browse all MIHARMLE CNC power press machines.
- Blanking – Blanking operations cut out internal sheet sections. It creates an outer contour as either an intermediate blank for forming or a finished cut part.
- Piercing – Involves cutting custom exterior shapes out of sheet metal.
Lancing – Cuts out interior forms but leaves connected tabs. It does remove the material completely. - Perforating -Employs rows of punch dies to create many spaced holes along sheet metal.
- Nibbling -Uses a punch and die to nibble or chomp small incremental cuts. Forms gentle curves, circles, and irregular shapes. It’s not workable with larger blanking or piercing tools.
- Shaping – Shaping tools like router bits contour sheet edges. It may also face through gradual abrasion rather than shearing all at once.
Sheet Metal Deformation Processes
The sheet metal fabrication process also involves significant deformation techniques. These include processes like bend, stretch, draw, and otherwise reshape sheet metal blanks.
Deformation enables intricate forms impossible through cutting alone. It also minimizes waste relative to material volume. Sheet metal process for deformation includes:

1. Press Brake Forming
The most prevalent sheet metal bending technique. It relies on heavy press brakes to form precise angular bends through sheet metal up to 0.25 inches thick. A larger forming machine bed and towering vertical ram house a V-shaped punch. Operators or robots feed sheets into the brake.
The ram then applies concentrated force to press the punch tool against the metal. It creates a sharp V-shape as it stretches deeper into the die cavity below. Common bend angles reach up to 120 degrees. But complex two-stage hems can approach 180 degrees with enough tonnage force. View all MIHARMLE press brake machine.
2. Hydroforming
Like press brakes but relying on fluid pressure. Hydroforming sandwiches sheet metal blanks with a sealing binder collided along the edges. High-pressure hydraulic fluid enters the cavity. It presses the metal against the enclosing die surface.
This stretches the metal. Often annealed for optimal malleability into the desired shape without focused bending stress. Hydroforming allows smooth concave and convex forms. It’s free of disproportionate material thinning inherent to other processes, maximizing structural integrity.
3. Stretch Forming
Stretch forming pulls sheet metal blanks beyond yield strength. It happens across single-sided die to induce permanent elongation and thinning. Workpieces secure frames or rings to allow material flow into the die without damage.
Plane manufacturers often stretch from large aluminum fuselage and wing skin sections. It clamp cuts blanks in massive frames and stretches them over long one-sided die tools.
4. Spinning
Spinning provides another alternative to stretch sheet metal. But it uses rotational rather than longitudinal tension. Parts revolve at high speed on a spinning lathe mandrel. While pressing rollers bear down around the outside. Central forces pull the spinning blank tighter while the rollers compress it.
Spinning excels at symmetric seamless parts but also handles elliptical rotated forms. It delivers excellent uniformity and repeatability with little thickness variation.
5. Stamping Presses
Stamping presses use high tonnage presses. It impacts sheet metal blanks between custom upper and lower forming dies. The two die tool sets mount to opposing press platens. It also performs diverse sheet metal working techniques including:
- Drawing- It transforms flat blanks into concave cups, tubes, and complex multi-level components. It presses sheet metal through progressive die sequences. Each level forms deeper than the last.
- Embossing- Forms decorative relief patterns into sheet metal. Used for design flourishes or increased rigidity.
- Coining- Coining presses strengthening impression patterns. Includes pressing logos, labeling, and identification numbers into metal.
- Flanging- Flanges bend sheet edges perpendicular for stronger joints and simplified mounting.
- Hemming- Hemming rolls edges 180 degrees for safe rounded closure.
- Sizing- Further sizing ensures precise uniform dimensions.
Trimming and Piercing- Follow initial forming to craft finished cut edges.
Sheet Metal Assembly Processes
The preceding sheet metal processes focus on shaping individual sheet metal components. Especially from raw stock material. Yet full sheet metal assemblies need various methods. This is for joining these into complex mechanisms, enclosures, or structural assemblies. Sheet metal process for combining sheets include:

Mechanical Fasteners
The simplest approach to linking sheet metals relies on mechanical fasteners. This includes rivets, bolts, and screws. It allows two or more sheets to stack together with a fastener inserted through all layers.
Welding
Welding provides the strongest assemblies by melting and fusing overlapping sheet edges. It allows intermolecular bonding as the molten sheet metal solidifies. Arc welding passes a heavy electrical current. It goes through a consumable electrode held near the joint. It then forms a sustained arc plasma. Generating enough heat to melt both the electrode and metal sheets for coalescence.
Brazing and Soldering
Brazing produces robust laminated bonds without reaching full melting temperatures. This is for components requiring mechanical strength but are intermittent. Brazing fills the gaps between close-fitting parts. It melts a separate alloy with a lower melting point than the two base metals.
Soldering uses similar concepts. It uses lower temperature fillers often composed of tin. It then combines with lead, silver, or copper. Then used for bonding electrical wiring across terminals without heat damage.
Conclusion
Sheet metal fabrication technology empowers a broad spectrum of manufacturing. It impacts daily lives through the buildings, vehicles, appliances and devices surrounding us. Various sheet metal processes allow businesses and inventors craft specialized sheet metal parts. Meeting the demands of any application endure high volume production.