








Nuestra serie anterior de artículos ha cubierto en detalle los conceptos básicos de las matrices de plegadoras. Escribimos esos artículos para presentarle los tipos y nombres de matrices de plegadoras. Si ya no está satisfecho con simplemente adquirir este conocimiento primario, lo cubrimos con contenido más detallado.
En este artículo le contaremos conocimientos avanzados sobre troqueles plegadoras. Estos incluyen los materiales utilizados para los troqueles de las prensas plegadoras y la técnica de fabricación de los troqueles de las prensas plegadoras. Creemos que el próximo contenido definitivamente responderá a sus dudas relacionadas. ¡Empecemos!

Ⅰ. ¿Qué son las matrices de plegadora?
Sabemos que es posible que no haya leído la serie de artículos que escribimos sobre matrices de plegadoras. Así que aquí estamos nuevamente con una breve descripción general de qué son las matrices de plegadoras. También puedes leer ambos artículos directamente.
Los tipos de herramientas de plegadora (punzones de plegadora)
Una guía para matrices de plegadoras (punzones y matrices)
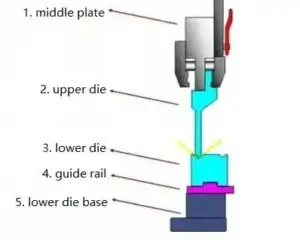
En el proceso de plegado de chapa, los fabricantes utilizan una máquina plegadora. Los troqueles de la plegadora están en contacto directo con la chapa. La máquina plegadora aplica fuerza a la chapa a través de troqueles para doblarla. Los troqueles de prensa plegadora se componen de dos partes centrales y otras partes auxiliares. Estas dos partes centrales son el troquel superior y el troquel inferior. Algunas personas se refieren a estas dos partes como golpear y morir.
Como puedes ver en la imagen de abajo, las dos partes azules son el troquel superior y el troquel inferior. El troquel inferior es estacionario y el troquel superior puede moverse hacia arriba y hacia abajo bajo el control de la máquina. Con la cooperación del troquel superior y el troquel inferior, el operador puede doblar la chapa en la forma deseada.
Otras piezas auxiliares son útiles para que el troquel superior y el troquel inferior realicen sus tareas. Su tarea más importante es mantener el troquel superior y el troquel inferior en una posición estable. Esto se debe a que es un factor importante que afecta la flexión de la chapa. En este contexto, las piezas auxiliares también garantizan que el operador tenga la flexibilidad de cambiar el troquel superior y el troquel inferior.
Ⅱ. Proceso de fabricación de la plegadora.
1. Materiales de matrices de prensa plegadora.
Los troqueles de plegadoras fabricados con diferentes materiales tienen diferentes indicadores para diferentes usos. Actualmente, los fabricantes de plegadoras utilizan principalmente acero como material básico para las plegadoras. Las aleaciones formadas añadiendo otros elementos al acero también son comunes para los troqueles de plegadoras. Además de estos, los troqueles de prensa plegadora hechos de polímeros también tienen una amplia gama de aplicaciones.
(1) Aceros para herramientas al carbono T8A y T10A
T8A y T10A son dos tipos comunes de acero al carbono para herramientas. Ambos aceros suelen contener entre 0,7% y 1% de carbono. Además, los fabricantes de acero pueden mejorar aún más la dureza de estos dos aceros mediante un tratamiento térmico. Por lo tanto, si se requieren matrices plegadoras de alta dureza, las matrices fabricadas con este acero son la primera opción. Las matrices fabricadas con materiales de mayor dureza pueden doblar láminas de metal más duras.
Además de esto, el acero para herramientas al carbono es muy resistente al desgaste. Esta propiedad proporciona a las prensas plegadoras una vida útil más larga y reduce los costos de producción. Pero el acero para herramientas al carbono tiene sus desventajas. Debido a la dureza asociada con el alto contenido de carbono, los aceros para herramientas al carbono son generalmente relativamente frágiles. Esta característica da como resultado que los troqueles de plegadoras fabricados con este material sean frágiles ante las fuerzas de torsión.

(2)Acero para herramientas de baja aleación
Para mejorar las deficiencias del acero para herramientas al carbono, la adición de pequeñas cantidades de elementos de aleación puede mejorar eficazmente su tenacidad. Los troqueles de las plegadoras fabricados con acero para herramientas de baja aleación pueden proporcionar una mejor resistencia a la fractura cuando se someten a fuerzas de impacto o torsión.
(3) Acero para herramientas con alto contenido de carbono y alto contenido de cromo/cromo medio
Estos materiales se pueden producir agregando una cierta cantidad de cromo al acero para herramientas con alto contenido de carbono. Como puedes ver literalmente, el nivel de contenido de cromo es la clave para diferenciar entre los dos materiales. Los aceros para herramientas con alto contenido de carbono y cromo generalmente contienen más de 12% de cromo. Los aceros para herramientas con alto contenido de carbono y cromo medio generalmente contienen entre 4% y 12% de cromo. Sin embargo, la producción de este material es difícil. Se requiere un proceso especial para lograr una distribución uniforme del carbono durante la producción de este material.
Para mejorar este problema, se ha reducido el contenido de cromo para producir acero para herramientas con alto contenido de carbono y medio cromo, que tiene mejores propiedades y menos distorsión cuando se somete a tratamiento térmico.
(4)Acero de alta velocidad
El acero de alta velocidad (HSS) es un acero para herramientas especial. Los HSS tienen una alta dureza y pueden tratarse térmicamente (por ejemplo, endurecimiento y enfriamiento rápido) para obtener niveles de dureza más altos. Debido a la adición de elementos de aleación (por ejemplo, tungsteno, molibdeno, cobalto, niobio, etc.), los HSS suelen presentar una buena resistencia al desgaste. Esto les permite mantener una larga vida útil durante operaciones de corte prolongadas.
Debido a la adición de elementos de aleación, los HSS suelen presentar una buena resistencia al calor. Esto les permite mantener su dureza y durabilidad a altas temperaturas. Al fabricar moldes para plegadoras (máquinas dobladoras), la alta dureza del HSS proporciona una mejor resistencia al desgaste y mejores resultados de corte. La resistencia al calor es la característica más destacada del HSS. En un ambiente de alta temperatura, la matriz plegadora fabricada con HSS también puede mantener un mejor rendimiento.
(5)Acero básico
El acero básico se crea incorporando pequeñas cantidades de elementos adicionales y ajustando el contenido de carbono. Este proceso conduce a mejoras notables en sus características en comparación con el acero rápido. Las mejoras en el acero básico para aplicaciones de matrices de plegadoras dan como resultado una mayor resistencia al desgaste y dureza, junto con una mayor resistencia a la fatiga y tenacidad.
Como resultado, el acero básico es una excelente opción para el acero de matrices de plegadoras, ya que ofrece resistencia y tenacidad excepcionales. Además, proporciona una alternativa más rentable al acero rápido.
(6) Carburo cementado y carburo cementado unido con acero
El carburo cementado exhibe la mayor dureza y resistencia al desgaste entre los aceros para matrices de plegadoras. Sin embargo, su resistencia y tenacidad durante las operaciones de flexión son relativamente pobres. El tungsteno y el cobalto son materiales comúnmente utilizados para el carburo cementado en matrices de prensas plegadoras. Cuando se requiere un bajo impacto y una alta resistencia al desgaste, se prefiere el carburo cementado con un bajo contenido de cobalto.
Por el contrario, para las matrices de alto impacto, se utiliza carburo cementado con un alto contenido de cobalto. El carburo cementado aglutinado con acero se produce mediante técnicas de pulvimetalurgia. Implica el uso de polvo de hierro como aglutinante junto con una pequeña cantidad de polvo de elementos de aleación, como cromo, molibdeno, tungsteno o vanadio.
Este material puede sufrir procesos de corte, soldadura, forja y tratamiento térmico. Después de someterse a procesos de enfriamiento y revenido, la dureza del carburo cementado aglomerado con acero puede alcanzar un rango de 68-73 HRC.
(7) Nuevos materiales
Los fabricantes ahora están comenzando a utilizar nuevos materiales al fabricar plegadoras. El nuevo material más utilizado es el acero para matrices trabajado en frío. Este material tiene una excelente resistencia a la abrasión y es muy adecuado para matrices de plegadoras. Hay dos métodos que podrían mejorar estos nuevos materiales. Y ambos métodos se centran en ACERO DE ALTA ALEACIÓN D2 (Cr12MoV).
La primera dirección tiene como objetivo mejorar la dureza de los troqueles de las plegadoras. La reducción del contenido de carbono y elementos de aleación puede mejorar la distribución uniforme de los carburos dentro del acero. Ejemplos del primer enfoque, destinado a mejorar la dureza de las matrices de plegadoras, incluyen 8CrMo2V2Si y Cr8Mo2SiV. Estos materiales están diseñados para reducir el contenido de elementos de carbono y aleación. Y también puede mejorar la distribución uniforme de los carburos dentro del acero.
La segunda dirección en el desarrollo del acero para troqueles para plegadoras se centra en mejorar la resistencia al desgaste. Esto implica desarrollar materiales que puedan soportar las exigentes condiciones de tales operaciones. Esto se logra mediante el uso de acero en polvo de alta velocidad. Un ejemplo en esta categoría es 320CrVMo13.

2. Tratamiento térmico
Por supuesto, es importante elegir el material adecuado para fabricar la prensa plegadora. Sin embargo, también es necesario procesar el material utilizando la tecnología de procesamiento correcta. El tratamiento térmico de piezas metálicas puede aumentar significativamente sus propiedades. Hay dos tipos comunes de tratamiento térmico:
(1) Apagar
El enfriamiento es un método común de tratamiento térmico. Durante la producción de plegadoras, los fabricantes utilizan el enfriamiento para eliminar las tensiones internas del material. Los pasos principales de este método constan de los siguientes componentes.
Primero, el acero se calienta a alta temperatura. Cuando la temperatura del material metálico excede un cierto límite, su estructura cambia. Luego, el material debe enfriarse a un ritmo determinado. Diferentes velocidades de enfriamiento darán como resultado diferentes propiedades del material. Por ejemplo, si es necesario aumentar la dureza del material, es necesario aumentar la velocidad de enfriamiento. Si es necesario endurecer el material, es necesario enfriarlo más lentamente.

(2) Endurecimiento
El enfriamiento y el endurecimiento son dos pasos relacionados pero distintos en el proceso de tratamiento térmico. El endurecimiento es el proceso de aumentar la dureza y resistencia de un material metálico. Además del temple, existen otros métodos para lograr el endurecimiento, como el tratamiento con solución sólida y el envejecimiento.
Durante el proceso de endurecimiento, el material metálico suele pasar por pasos como calentamiento, retención y enfriamiento. Estos pasos pueden cambiar su estructura cristalina y aumentar su dureza.
(3) Endurecimiento por inducción y endurecimiento del núcleo
El endurecimiento por inducción y el endurecimiento del núcleo son dos tratamientos térmicos relacionados pero diferentes. Ambos métodos endurecen solo una parte de los troqueles de la plegadora. El primero trata sólo la superficie de las matrices del freno de presión. Este último se ocupa únicamente del interior. El endurecimiento por inducción puede fortalecer en gran medida la dureza de la superficie de las matrices de frenos de presión. El endurecimiento del núcleo proporciona una resistencia constante a todas las partes de los troqueles de la plegadora. Sin embargo, este proceso hace que la superficie de los troqueles de la plegadora se desgaste más fácilmente.