








В нашей предыдущей серии статей мы подробно рассмотрели основы штампов для листогибочных станков. Мы написали эти статьи, чтобы познакомить вас с типами и названиями штампов для листогибочных станков. Если вас больше не устраивает только получение этих первичных знаний, мы предлагаем вам более подробные материалы.
В этой статье мы расскажем вам о передовых знаниях о штампах для листогибочных станков. К ним относятся материалы, используемые для изготовления штампов для листогибочных станков, и технология производства штампов для листогибочных станков. Мы уверены, что следующий материал обязательно ответит на ваши сомнения. Давайте начнем!

Ⅰ. Что такое штампы для листогибочных машин?
Мы понимаем, что вы, возможно, не читали серию статей о штампах для листогибочных станков. Поэтому мы снова представляем вам краткий обзор того, что такое штампы для листогибочных станков. Вы также можете прочитать обе статьи напрямую.
Типы инструментов для листогибочного пресса (пуансоны для листогибочного пресса)
Руководство по штампам для листогибочных станков (Штампы и матрицы)
В процессе гибки листового металла производители используют листогибочный станок. Штампы листогибочного станка находятся в непосредственном контакте с листовым металлом. Листогибочный станок прикладывает усилие к листовому металлу через штампы, чтобы согнуть его. Листогибочные прессы состоят из двух основных частей и других вспомогательных деталей. Эти две основные части - верхний штамп и нижний штамп. Некоторые называют эти две части пуансоном и матрицей.
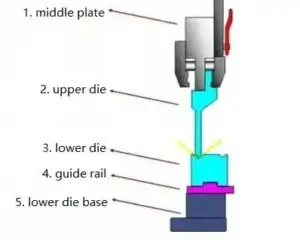
Как вы можете видеть на рисунке ниже, две синие части - это верхний и нижний штампы. Нижний штамп неподвижен, а верхний может перемещаться вверх и вниз под управлением машины. Благодаря взаимодействию верхнего и нижнего штампов оператор может согнуть лист металла в нужную форму.
Другие вспомогательные детали помогают верхнему и нижнему штампу выполнять свои задачи. Их важнейшая задача - поддерживать верхний и нижний штампы в стабильном положении. Это важный фактор, влияющий на гибку листового металла. В этом контексте вспомогательные детали также обеспечивают оператору гибкость при замене верхнего и нижнего штампов.
Ⅱ. Производственный процесс листогибочного пресса
1. Материалы штампов для листогибочных прессов.
В настоящее время производители листогибочных прессов в основном используют сталь в качестве основного материала для изготовления листогибочных прессов. Сплавы, образованные путем добавления других элементов к стали, также широко распространены для штампов листогибочных машин. Кроме того, штампы для листогибочных прессов, изготовленные из полимеров, также имеют широкий спектр применения.
(1) Углеродистые инструментальные стали T8A и T10A
T8A и T10A - два распространенных типа углеродистой инструментальной стали. Обе стали обычно содержат от 0,7% до 1% углерода. Кроме того, производители стали могут дополнительно повысить твердость этих двух сталей путем термической обработки. Поэтому, если требуются штампы для листогибочных машин с высокой твердостью, в первую очередь выбирают штампы, изготовленные из этой стали. Штампы, изготовленные из материалов с высокой твердостью, могут гнуть более твердый листовой металл.
Кроме того, углеродистая инструментальная сталь обладает высокой износостойкостью. Благодаря этому свойству штампы для листогибочных машин служат дольше и снижают производственные затраты. Но у углеродистой инструментальной стали есть и свои недостатки. Из-за твердости, связанной с высоким содержанием углерода, углеродистые инструментальные стали обычно относительно хрупкие. Эта особенность приводит к тому, что штампы для листогибочных машин, изготовленные из этого материала, становятся хрупкими при скручивающих усилиях.

(2) Низколегированная инструментальная сталь
Чтобы улучшить недостатки углеродистой инструментальной стали, добавление небольшого количества легирующих элементов может эффективно повысить ее вязкость. Листогибочные штампы, изготовленные из низколегированной инструментальной стали, могут обеспечить более высокую стойкость к разрушению при воздействии ударных или скручивающих усилий.
(3) Высокоуглеродистая и высокохромистая / среднехромистая инструментальная сталь
Эти материалы можно получить путем добавления определенного количества хрома в высокоуглеродистую инструментальную сталь. Как вы можете видеть, уровень содержания хрома является ключом к различию между этими двумя материалами. Высокоуглеродистые и высокохромистые инструментальные стали обычно содержат более 12% хрома. Высокоуглеродистые и среднехромистые инструментальные стали обычно содержат от 4% до 12% хрома. Однако производство этого материала затруднено. Для достижения равномерного распределения углерода при производстве этого материала требуется специальный процесс.
Чтобы решить эту проблему, содержание хрома было уменьшено для получения высокоуглеродистой и среднехромистой инструментальной стали, которая обладает лучшими свойствами и меньше деформируется при термообработке.
(4) Быстрорежущая сталь
Быстрорежущая сталь (HSS) - это специальная инструментальная сталь. Быстрорежущая сталь обладает высокой твердостью и может подвергаться термообработке (например, закалке) для получения более высоких уровней твердости. Благодаря добавлению легирующих элементов (например, вольфрама, молибдена, кобальта, ниобия и т. д.) быстрорежущая сталь, как правило, обладает хорошей износостойкостью. Это позволяет им сохранять длительный срок службы при продолжительных операциях резания.
Благодаря добавлению легирующих элементов быстрорежущая сталь обычно обладает хорошей термостойкостью. Это позволяет им сохранять свою твердость и прочность при высоких температурах. При изготовлении пресс-форм для листогибочных машин высокая твердость быстрорежущей стали обеспечивает лучшую износостойкость и режущие свойства. Жаропрочность - самая выдающаяся характеристика быстрорежущей стали. В условиях высокой температуры пресс-формы, изготовленные из быстрорежущей стали, также могут сохранять лучшую производительность.
(5) Основная сталь
Основная сталь создается путем добавления небольшого количества дополнительных элементов и изменения содержания углерода. Этот процесс приводит к заметному улучшению ее характеристик по сравнению с быстрорежущей сталью. Улучшения в основной стали для штампов листогибочных машин приводят к повышению износостойкости и твердости, а также усталостной прочности и вязкости.
В результате базовая сталь является отличным выбором для штампов листогибочных машин, обеспечивая исключительную прочность и вязкость. Кроме того, она является более экономичной альтернативой быстрорежущей стали.
(6) Цементированный карбид и цементированный карбид со стальной связкой
Цементированный карбид обладает самой высокой твердостью и износостойкостью среди штамповых сталей для листогибочных машин. Однако его прочность и вязкость при операциях гибки относительно низки. Вольфрам и кобальт являются широко используемыми материалами для цементированного карбида в штампах листогибочных машин. Когда требуется низкая ударная нагрузка и высокая износостойкость, предпочтительнее использовать цементированный карбид с низким содержанием кобальта.
И наоборот, для высокоударных штампов используется цементированный карбид с высоким содержанием кобальта. Цементированный карбид на стальной связке производится методами порошковой металлургии. При этом в качестве связующего используется железный порошок с небольшим количеством порошка легирующих элементов, таких как хром, молибден, вольфрам или ванадий.
Этот материал может подвергаться процессам резки, сварки, ковки и термообработки. После закалки и отпуска твердость цементированного карбида на стальной связке может достигать 68-73 HRC.
(7) Новые материалы
В настоящее время производители начинают использовать новые материалы при изготовлении листогибочных прессов. Наиболее часто используемым новым материалом является сталь для штампов холодной обработки. Этот материал обладает отличной износостойкостью и хорошо подходит для штампов листогибочных машин. Есть два метода, которые могут улучшить этот новый материал. И оба метода направлены на использование высоколегированной стали D2 (Cr12MoV).
Первое направление направлено на повышение вязкости штампов листогибочных машин. Снижение содержания углерода и легирующих элементов может улучшить равномерное распределение карбидов в стали. Примерами первого подхода, направленного на повышение вязкости штампов для листогибочных машин, являются материалы 8CrMo2V2Si и Cr8Mo2SiV. Эти материалы предназначены для снижения содержания углерода и легирующих элементов. Кроме того, они позволяют улучшить равномерное распределение карбидов внутри стали.
Второе направление в разработке штамповой стали для листогибочных прессов направлено на повышение износостойкости. Для этого необходимо разработать материалы, способные выдерживать жесткие условия эксплуатации. Это достигается за счет использования порошковой быстрорежущей стали. Примером в этой категории является 320CrVMo13.

2. Термическая обработка
Выбор правильного материала при изготовлении штампов для листогибочных прессов, конечно, важен. Однако необходимо также правильно обработать материал. Термообработка металлических деталей может значительно повысить их свойства. Существует два распространенных вида термообработки:
(1) Закаливание
Закалка - это распространенный метод термической обработки. При производстве листогибочных машин производители используют закалку для снятия внутренних напряжений с материала. Основные этапы этого метода состоят из следующих компонентов.
Сначала сталь нагревают при высокой температуре. Когда температура металлического материала превышает определенный предел, его структура меняется. Затем материал необходимо охладить с определенной скоростью. Различные скорости охлаждения приводят к изменению свойств материала. Например, если необходимо повысить твердость материала, скорость охлаждения должна быть увеличена. Если нужно сделать материал более твердым, его нужно охлаждать медленнее.

(2) Закаливание
Закалка и закалка - два связанных, но разных этапа процесса термообработки. Закалка - это процесс повышения твердости и прочности металлического материала. Помимо закалки, существуют и другие методы достижения закалки, такие как обработка твердым раствором и старение.
В процессе закалки металлический материал обычно подвергается таким операциям, как нагрев, выдержка и охлаждение. Эти этапы могут изменить его кристаллическую структуру и увеличить твердость.
(3) Индукционная закалка и закалка сердечника
Индукционная закалка и закалка сердцевины - два вида термообработки, которые связаны между собой, но отличаются друг от друга. Оба метода закаливают только часть матрицы листогибочного пресса. В первом случае обрабатывается только поверхность матрицы. Второй - только внутреннюю часть. Индукционная закалка может значительно повысить поверхностную твердость штампов для нажимных тормозов. Закалка сердечника обеспечивает постоянную прочность всех частей штампов. Однако этот процесс приводит к более легкому износу поверхности штампов.