









Сайт листогибочный пресс имеет огромное значение в металлообработке. Изготовители используют эти станки для обеспечения точности и быстрого выполнения заказов. Однако для достижения точных результатов очень важны небольшие затраты и расчеты. Среди них первостепенное значение имеет расчет припусков на изгиб.
Недооценка припуска на изгиб приведет к неточному размеру металлического листа. Как ни странно, многие люди не знают, как его рассчитать. Даже специалисты используют шпаргалки вместо ручных расчетов. Если вы относитесь к их числу, не расстраивайтесь!
Знание формулы и расчетов имеет первостепенное значение. В этом руководстве вы узнаете о пошаговых расчетах припусков на изгиб. Мы также будем использовать некоторые фиктивные значения для лучшего понимания. Так что держитесь крепче, чтобы узнать все, что связано с припусками на загиб!
Обзор припусков на изгиб для листогибочного пресса
Расчет припуска на гибку определяет, сколько материала будет израсходовано листогибочным прессом при гибке. Обрабатываемый материал при гибке сжимается внутрь и растягивается наружу. Припуск на изгиб учитывает деформацию заготовки и дает нам размер, который съедает или отнимает гибка.
Например, дайте 15 мм материала для гибки. На выходе вы получите 13 мм (по окружности) в виде металлического листа. Оставшиеся 2 мм будут израсходованы в процессе гибки.
Этот припуск на сгиб учитывает расход материала. Таким образом, он помогает узнать, сколько материала нужно дать на вход, чтобы получить лист нужного размера на выходе.
Представьте, что вы работаете с материалом. Ваша цель - получить металлический лист толщиной 10 мм. В этом случае ваш вход должен быть больше 10 мм, чтобы обеспечить возможность сгибания. Помните, что для правильной гибки под определенным углом требуется некоторая часть заготовки.
Какой длины кусок заготовки потребуется для гибки? Ответ на этот вопрос вы получите, когда поймете, что такое припуск на изгиб.
Если расчетный припуск на изгиб составляет 2 мм, а ваша цель - лист толщиной 10 мм, вам понадобится 12 мм материала в качестве исходного. Это обеспечит выход листа толщиной 10 мм после сгибания.
Как рассчитать припуск на изгиб для листогибочного пресса?
Припуск на подгибку кажется очень сложным. Однако понять его довольно легко. Вы сможете рассчитать точные значения по одной простой формуле. Помните, что формула требует и других параметров.
Вот формула:
Допуск на изгиб = (π / 180) × Угол изгиба × (Внутренний радиус + K-фактор × Толщина материала)
Как видите, эта формула состоит из различных параметров. Понимание этих элементов и их значения очень важно. Если у вас их нет, вы не сможете найти точный припуск на изгиб. Вот подробное описание этих параметров:
- PI (π): Пи - это математическая константа. Ее значение равно 3,14. Даже для разных материалов значение пи остается неизменным.
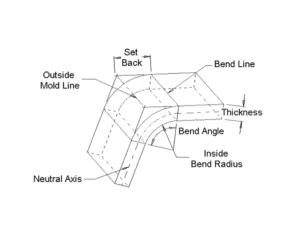
- Угол изгиба: Это угол, под которым вы хотите согнуть материал. Он может составлять 50°, 70° или даже 90°.
- Внутренний радиус: Он представляет собой радиус кривизны кривой в изгибе. При изгибе под большим углом внутренний радиус увеличивается и наоборот.
- Толщина материала: Это толщина сгибаемого материала или заготовки. Она должна быть точной, чтобы получить точный припуск на изгиб.
- К-фактор: Это значение варьируется от материала к материалу. Для различных материалов также доступны различные графики припусков на изгиб, каждый из которых имеет свое значение коэффициента K.
Коэффициент K - сложное для понимания понятие. Проще говоря, он указывает на отклонение нейтральной оси от центральной линии. До того как материал подвергнется изгибу, нейтральная ось остается в центре. Но во время изгиба она отклоняется под действием напряжения.
Коэффициент K измеряет и оценивает отклонение нейтральной оси от центральной линии. Это происходит, когда материал подвергается изгибу. Примечательно, что разные материалы имеют разные значения коэффициента K. Перед началом расчетов рекомендуется иметь таблицу со значениями коэффициента K.
Расчет с использованием предполагаемых значений
Понять и рассчитать припуск на изгиб по формуле довольно сложно. Необходимо измерять различные параметры. Поэтому в приведенном ниже разделе я буду использовать предполагаемые значения для расчета припуска на изгиб. Это поможет вам понять, как работает эта формула.
Например, у нас есть следующие известные параметры:
- Угол изгиба: 90°
- Значение числа Пи: 3.14
- Значение коэффициента K: 0,33
- Внутренний радиус: 2 мм
- Толщина металлического листа: 1 мм
Эти значения будут отличаться для разных размеров и толщины материалов. Однако процесс расчета останется неизменным. Вот формула, в которую нужно подставить указанные выше значения:
Допуск на изгиб = (π / 180) × Угол изгиба × (Внутренний радиус + K-фактор × Толщина материала)
Давайте точно подставим наши предполагаемые значения в эту формулу.
Допустимый изгиб = (3,14/180) × 90 × (2 + 0,33 × 1)
Выполнив несложные математические действия с помощью калькулятора, вы получите следующий результат:
Допуск на изгиб = 3,66 мм
Таким образом, для точной гибки вам потребуется 3,66 мм дополнительного материала. Учет этого дополнительного размера позволит вам получить точный размер металлического листа на выходе после гибки. Однако небольшие ошибки в значениях параметров дадут неверный результат.
Следует помнить: Процесс расчета для определения припуска на изгиб одинаков для всех материалов. Однако значения параметров и результаты будут отличаться.
Причина в том, что толщина, размер и угол изгиба вашего материала будут отличаться. В приведенных выше расчетах мы использовали предполагаемые и случайные значения параметров.
Что такое вычитание изгиба?
Припуск на изгиб и вычет на изгиб - тесно связанные термины. Припуск на изгиб определяет длину материала, которая учитывает растяжение и сжатие при изгибе.
Знание этого вычета помогает изготовителю понять, какой длины будет итоговая деталь.
Прежде чем приступить к изготовлению металла, производители уже знают свои идеальные требования к размерам.
Чтобы получить требуемый размер, они находят величину вычета на изгиб. Это помогает оценить размер материала, который будет использован в качестве исходного для получения требуемого результата. Для этого из исходной длины материала вычитают вычет на изгиб.
Если расчеты удовлетворяют их потребностям, они (изготовители) используют исходный размер материала в качестве исходного.
Они вносят соответствующие коррективы (увеличивают или уменьшают деталь), если рассчитанный результат больше или меньше.
Этот метод помогает им получить точные размеры материалов на выходе. Почти все производители используют этот метод для принятия обоснованных решений.
Быстрое выделение: Припуск на сгиб указывает на количество деталей, израсходованных при сгибе. Припуск на изгиб указывает длину, которую необходимо вычесть из общей длины плоского изделия. Эта вычитаемая часть учитывает растяжение и сжатие в процессе гибки.
Формула вычитания изгиба
Как и припуск на изгиб, вычет на изгиб также имеет свою формулу. Подставив значения параметров, вы получите точное значение вычета. Вот точная формула для вычета на подгибку:
Уменьшение изгиба = (Внутренний радиус + ½ × Толщина материала) × π
Короче говоря, вы берете внутренний радиус вашего изгиба и прибавляете половину толщины материала. Пи остается неизменным, так как его значение равно 3,14. Найти вычет на изгиб относительно проще, чем рассчитать припуск на изгиб.
Эта формула позволит вам получить точное значение вычета за отгиб.
После этого из общей длины нужно вычесть вычет на сгибание. Это даст вам представление о том, сколько материала вы получите после гибки. Настоятельно рекомендуется найти расчет вычета на гибку до начала процесса гибки.
Примечание: Если у вас возникли проблемы с математическими расчетами, не расстраивайтесь. В разделе выше я объяснил, как рассчитать припуск на изгиб, используя случайные значения. Вы можете прочитать его, чтобы получить представление о том, как выполнять расчеты.
Важность расчета припуска на изгиб
Припуски на изгиб и вычеты на изгиб играют важнейшую роль в металлообработке. Не будет ошибкой, если просчет в любом из этих двух параметров сильно повлияет на точность. В конечном итоге вы получите не ту сторону металлического листа. Вот почему они считаются неотъемлемой частью процессов гибки.
1. Стоимость проекта
Знание точного припуска на изгиб позволит вам быстро завершить проект.
Если вы не учтете величину припуска на изгиб, вы получите лист либо большего, либо меньшего размера. Лист неточного размера не подойдет для вашего проекта. Вам придется все переделывать, что приведет к дополнительным затратам.
Таким образом, вы должны знать припуски на подгибку, чтобы получить на выходе точный размер.
2. Трата времени
Если при гибке не удастся добиться нужного размера, придется повторять процесс с новым материалом, что займет много времени.
В результате вы потеряете время и не сможете завершить проект в срок. С другой стороны, знание размеров перед началом работы позволит вам работать быстро и эффективно.
Одиночное сгибание позволит вам выполнить свою работу. Необходимость в повторении отпадает.
3. Безопасность и опасность
Представьте себе, что у вас нет точных показаний, и вы начинаете использовать выход изгиба.
Предположим, вам нужен лист длиной 8 мм. Для сгибания вы используете металлический материал толщиной 8 мм. Процесс сгибания займет один или два мм.
Теперь у вас будет длина 6 мм вместо требуемых 8 мм. Если вы неосознанно используете эту длину вместо 8, это создаст множество рисков для безопасности.
Таким образом, знание припусков на подгибку поможет вам обезопасить себя и использовать точные размеры.
Вопросы и ответы
O1: Что такое диаграмма припусков на изгиб?
Это инструмент, который предоставляет информацию о длине заготовки для заданного изгиба. Многие производители, особенно старые, используют эти графики вместо ручных расчетов.
Многие цифровые платформы (веб-сайты) также предоставляют калькуляторы для определения припуска на изгиб для любого материала. Все, что вам нужно сделать, - это ввести значения параметров в калькулятор и получить точное значение припуска на изгиб.
Вопрос 2: Как рассчитать припуск на изгиб?
Для расчета припуска на изгиб необходимо знать внутренний радиус, угол изгиба, толщину материала и значение коэффициента K. Вы можете легко рассчитать припуск на изгиб, подставив их значения в формулу. Формула выглядит следующим образом:
BA = Угол изгиба × (π/180) × (Внутренний радиус + K-фактор × толщина)
Вопрос 3: Каков минимальный радиус изгиба для листогибочного пресса?
Минимальный радиус изгиба варьируется от материала к материалу. Он зависит от многих факторов, таких как тип материала, твердость, толщина и т. д.
Вопрос 4: Каково значение коэффициента K?
Коэффициент K представляет собой отклонение нейтральной оси от осевой линии.
Проще говоря, это отношение расположения нейтральной оси к толщине материала.
Как правило, он имеет значение от 0,2 до 0,5. Однако каждый материал имеет свое значение коэффициента K.
Q5: По какой формуле рассчитывается коэффициент K?
Формула для определения коэффициента K выглядит следующим образом:
K-фактор = t / T
Здесь T - толщина материала, а t - внутренний радиус. Имейте в виду, что значение коэффициента K варьируется от материала к материалу.
Вопрос 6: Почему важны припуски на изгиб?
Припуск на изгиб очень важен, поскольку он определяет длину заготовки, используемую для изгиба.
Он включает в себя растяжение с внешней стороны и сжатие с внутренней. Таким образом, он помогает точно измерить выходной металлический лист и сократить количество проб и ошибок.
В итоге это снижает стоимость производства гнутых металлических деталей.
Заключение
Листогибочные станки стали обязательным атрибутом металлообработки. Их производительность и точность приносят прибыль. Многие отрасли промышленности, связанные с металлом, полагаются на эти станки. Однако небольшие ошибки при вводе могут повлиять на их точность и производительность.
В этом руководстве мы рассмотрели расчет надбавки на изгиб по формуле. Вы также узнаете все основы отчислений на изгиб. Это руководство станет универсальной платформой для изучения углов сгиба, радиусов и т. д.