Основы гибки на листогибочном прессе
Обработка листового металла - важнейший процесс в современной промышленности. Практически любое современное крупногабаритное промышленное изделие содержит компоненты из листового металла. А листогибочный пресс (или листогибочная машина) - это важнейшее оборудование для обработки листового металла.
Цель обработки листового металла - согнуть или разрезать его на части, придав нужную форму. Процесс гибки может показаться простым, но он сложнее, чем можно себе представить. Это связано с тем очевидным, но легко упускаемым из виду фактом, что любой кусок листового металла имеет толщину. Поэтому люди обычно не понимают, что листовой металл - это трехмерный объект.
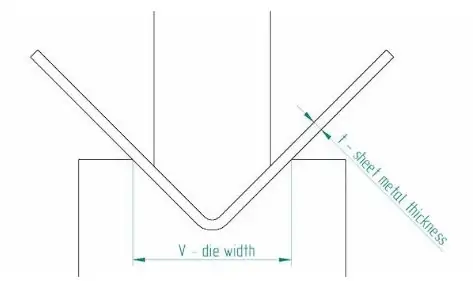
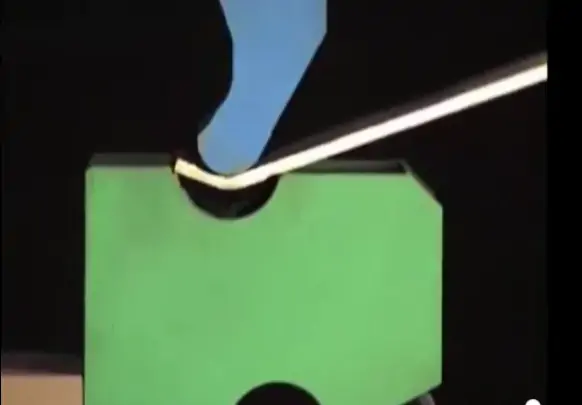
В этом смысле сгибание листового металла не так просто, как сгибание чистого листа бумаги. Этот процесс больше похож на сгибание "куска металла". На этом этапе вы можете отреагировать на один из самых важных моментов. Трехмерная деформация будет происходить в месте сгиба металлического листа. Как вы можете видеть на рисунке ниже, при сгибании металлического листа внутренняя область согнутого угла будет сжиматься внутрь. Внешняя область растягивается. Можно сказать, что все станки для гибки листового металла и соответствующие технологии пытаются справиться с этой проблемой.
Если вы хотите узнать, как работает гибочный станок и многое другое, внимательно прочитайте следующий раздел. Вы также узнаете шаг за шагом, как специалисты используют листогибочный станок для решения описанных выше проблем. Мы подробно объясним вам следующие знания:
- Основные процессы гибки листового металла
- Основные методы гибки листового металла
Если вы являетесь оператором листогибочного станка или хотите приобрести листогибочный станок, эта статья ответит на все ваши вопросы.
Что такое гибка листового металла?
Гибка листового металла - это технология обработки металла. В основном она относится к процессу деформации листового металла под действием внешних сил.
Несколько источников внешней силы
1. Скачок от чистой рабочей силы к механизации
На заре промышленного производства люди управляли листогибочными прессами в основном с помощью человеческой силы. Кузнецы и рабочие-металлисты использовали человеческую силу для обработки листового металла в нужные формы. Промышленная революция значительно изменила отрасль металлообработки. В конце XIX века листогибочные прессы получили широкое распространение в основных промышленно развитых странах мира. Первые листогибочные прессы использовали сложную серию механических конструкций для передачи усилия. И самой важной частью был рычажный механизм. С помощью рычажной конструкции рабочие могли усиливать силу своих мышц для сжатия стали. Таким образом, человек мог использовать свою слабую физическую силу для обработки более прочного листового металла.
Популярность механических листогибочных машин имеет свои преимущества и недостатки:
- Преимущества: Механическая структура может выдавать одинаковое усилие в каждом процессе гибки листового металла. Стандартизированная гибка листового металла становится реальностью. Это значительно повышает производительность. Механизированные листогибочные прессы позволяют разделить работу между несколькими операторами. Это еще больше увеличивает скорость гибки листового металла.
- Недостатки: Эти станки по-прежнему требуют большого количества ручного вмешательства. Это не меняет трудоемкости процесса гибки листового металла. Механическому листогибочному станку по-прежнему не хватает точности.
2. Инновации в области электрификации
Позднее возникла необходимость использовать большее и более точное усилие для гибки листового металла. В результате листогибочные прессы стали использовать электричество в качестве нового источника энергии. Это новое изменение ввело листогибочный пресс в новую эру развития. Использование недорогого электричества в промышленности дало листогибочному прессу неограниченную и огромную мощность. Это значительно увеличило возможности листогибочного пресса.
Кроме того, использование электродвигателей сделало возможной точную передачу усилия. Раньше для гибки листового металла требовалось большое количество рабочих. Теперь этот процесс в меньшей степени зависит от рабочей силы. Взаимосвязанным с электричеством источником энергии является гидравлический передаточный механизм. Гидравлический листогиб, передающий усилие через жидкость в закрытом контейнере, пришел на смену механическому листогибу. Жидкостью в гидравлическом механизме может быть вода или масло. В гидравлических листогибочных прессах в качестве среды передачи усилия обычно используется масло.

Важнейшей функцией гидравлического механизма в листогибочном прессе является точная передача усилия, что, конечно же, невозможно без точного управления двигателем. Кроме того, использование гидравлики имеет важнейшее инженерное значение. В прошлом механические листогибочные прессы нельзя было повернуть вспять или остановить в течение одного использования. Однако гидравлическая конструкция с электрическим приводом может свободно выдвигаться и задвигаться. Это означает, что оператор имеет больше возможностей для управления процессом гибки листового металла. Благодаря этому возможна более точная и непрерывная гибка листового металла. Если вы хотите узнать больше о гидравлических листогибочных станках, загляните в наш раздел статья.
3. Информационные технологии и числовое программное управление (ЧПУ) в листогибочном прессе
Концепция числового программного управления (ЧПУ) возникла в середине XX века. Джон Т. Парсонс создал ЧПУ как решение для автоматизации станочных операций. Поэтому его часто считают пионером технологии ЧПУ в конце 1940-х годов. Он разработал первую в мире систему ЧПУ. В этой системе использовались перфокарты для управления движением станков. Эта технология позволила автоматизировать и запрограммировать управление операциями станка. Это заложило основу для систем ЧПУ.
Сначала инженеры пытались дооснастить существующие механические листогибочные прессы системами ЧПУ. Эти ранние системы требовали много ручного программирования. Им не хватало гибкости и точности, присущих современным листогибочным станкам с ЧПУ. В 1970-х годах компьютерные технологии значительно продвинулись вперед. Это послужило толчком к разработке более сложных систем управления с ЧПУ. Эти системы используют компьютеры для обеспечения повторяемости. Интеграция компьютерных технологий позволила повысить точность.
В то же время это открыло путь к более сложным операциям гибки. В конце 1970-х - начале 1980-х годов гибочные станки с ЧПУ объединили микропроцессоры и память. Это позволило создавать и выполнять программы гибки непосредственно с цифрового ввода. Этот переход значительно сократил время программирования и повысил универсальность операций гибки. Еще одно важное событие произошло с появлением программного обеспечения для 3D-моделирования и симуляции.
Lorem ipsum dolor sit amet, consectetuer adipiscing elit, sed diam nonummy nibh euismod tincidunt ut laoreet dolore magna aliquam erat volutpat.
Сложный процесс гибки листового металла
1. Почему промышленному производству необходима гибка листового металла
Гибка листового металла - это метод металлообработки. Этот метод позволяет превратить прямой кусок листового металла в деталь, расположенную под углом. У производителей есть коммерческие соображения для выполнения гибки листового металла. Существует и другой способ соединения двух кусков листового металла. В этом случае также возможно получить цельный кусок листового металла с загнутыми углами, но этот способ более дорогой. Однако этот способ более затратный, а сваренная деталь более хрупкая.
Листогибочный пресс сгибает листовой металл, прикладывая к нему давление. Это усилие навсегда меняет форму металлического листа.
2. Процесс деформации при гибке листового металла
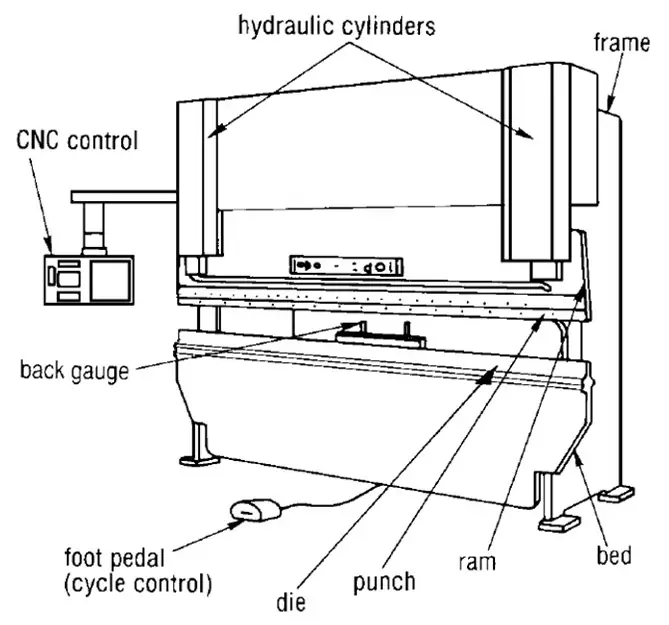
В общем процессе гибки листового металла заготовки сначала помещаются на стол листогибочного пресса. Стол в основном состоит из нижней и верхней матриц листогибочного пресса. Эти две части, которые также можно назвать пуансоном и матрицей листогибочного пресса, крепятся к верхней и нижней части листогибочного пресса.
Нижний штамп остается неподвижным, а листогибочный пресс управляет движением верхнего штампа (пуансона) вниз. Как только пуансон начинает касаться заготовки, на нее начинает оказываться давление. Сначала заготовка подвергается упругой деформации. Пластическая деформация возникает, когда угол изгиба заготовки превышает критическое значение. В начале пластической деформации металлический лист свободно изгибается. Пуансон продолжает сжимать металлический лист, постепенно перемещаясь вниз. Это продолжается до тех пор, пока пуансон не опустится до самого дна, и листовой металл полностью прилегает к внутренней поверхности штампа.

Вышеописанный процесс показывает, что гибка листового металла - это, по сути, процесс холодной деформации. Поскольку это метод обработки металлических материалов при комнатной температуре. Поскольку это метод обработки металлических материалов при комнатной температуре, расстояние, которое проходит пуансон вниз, определяет конечную форму металлического листа.
Помимо пуансона и матрицы, важным компонентом листогибочного пресса является задний калибр, основная функция которого заключается в контроле расстояния, на которое пуансон перемещается вниз. Все три компонента необходимы для успешной гибки листового металла.
3. Руководство по эксплуатации листогибочного станка
- Оператор должен сначала закончить внешнюю гибку листа, а затем внутреннюю.
- Оператор должен правильно организовать последовательность этапов гибки.
- Необходимо сначала выполнить сгибание под нестандартными углами, а затем завершить сгибание под стандартными углами (в данном случае сгибание относится к углам 90°).
процесс обработки листового металла на листогибочном прессе
Четыре метода управления листогибочным прессом с ЧПУ
Применение системы ЧПУ в листогибочном прессе в значительной степени изменило процесс гибки листового металла. И большинство производителей на рынке теперь поставляют листогибочные прессы с системой ЧПУ.
Разработка технологии ЧПУ ведется уже почти 100 лет. На заре развития ЧПУ логика управления обычно записывалась в аппаратные схемы. Эти аппаратные схемы могли реализовывать различные функции, такие как хранение данных и их обработка. Позже, с развитием компьютерных технологий, они постепенно вытеснили аппаратные схемы. Технология использования компьютеров для управления обрабатывающим оборудованием - это технология компьютерного числового управления.
Современный листогибочный станок с ЧПУ предлагает широкий спектр методов обработки. Это позволяет оператору гибко выбирать метод обработки для удовлетворения различных потребностей. Как правило, существует четыре наиболее распространенных режима работы ЧПУ:
- Индивидуальный режим: Оператор может редактировать все параметры для каждого процесса гибки. ЧПУ считывает эти параметры при запуске. Затем ЧПУ управляет перемещением детали в положение, заданное параметрами.
- Режим программирования: в этом режиме оператор может программировать. Кроме того, можно управлять листогибочным прессом, используя данные с внешнего накопителя.
- Автоматический режим: В этом режиме ЧПУ может работать автоматически и непрерывно.
- Одношаговый режим: в этом режиме ЧПУ выполняет программу шаг за шагом.
Важные рабочие параметры листогибочного пресса
1) Скорость гибки на листогибочном прессе
Система ЧПУ может точно управлять различными частями листогибочного пресса. Скорость пуансона - очень важный параметр в процессе гибки. Система ЧПУ может контролировать скорость движения пуансона вниз в соответствии с заданными параметрами, что влияет на эффект гибки листового металла. Кроме того, это также влияет на безопасность оператора. Чрезмерная скорость удара может привести к поломке листа. Поэтому важно выбрать скорость, соответствующую обрабатываемому материалу и форме.
Полный процесс обработки листового металла обычно состоит из четырех этапов.
a. Сначала пуансон листогибочного пресса падает вниз под действием собственной силы тяжести.
Поэтому оператор не может управлять этим этапом в системе ЧПУ. На этом этапе пуансон ничего не касается при движении вниз. Этот этап является подготовительным, на нем пуансон может двигаться вниз с большей скоростью под действием собственной силы тяжести. Это сокращает время неэффективной работы в процессе гибки листового металла. Первый этап заканчивается, когда пуансон начинает касаться металлического листа.
b. Второй этап - это основная рабочая фаза гибки листового металла.
На этом этапе пуансон находится в непосредственном контакте с металлическим листом. Пуансон воздействует на металлический лист. Этот этап также является основным этапом, на котором происходит деформация листового металла. Гидравлическая система толкает пуансон с помощью цилиндров, а ЧПУ может управлять гидравлическим давлением для регулировки силы.
Как правило, ЧПУ может управлять листогибочным прессом для достижения различных скоростей. Компьютерная программа является программной основой для точного управления скоростью пуансона. Гидравлическая система является аппаратной основой. На этом этапе оператор должен установить скорость падения пуансонов. Это связано с тем, что поверхность листа может быть поцарапана, если пуансон опускается слишком быстро.
После того как пуансон опустился на заданную высоту, он остается в этом положении в течение короткого периода времени.
c. Этот период времени является третьим этапом.
Третий этап существует благодаря эффекту пружины, возникающему в процессе гибки листового металла. Когда пуансон сгибает лист металла, он не остается под текущим углом, но когда пуансон поднимается вверх, лист отскакивает назад под очень небольшим углом.
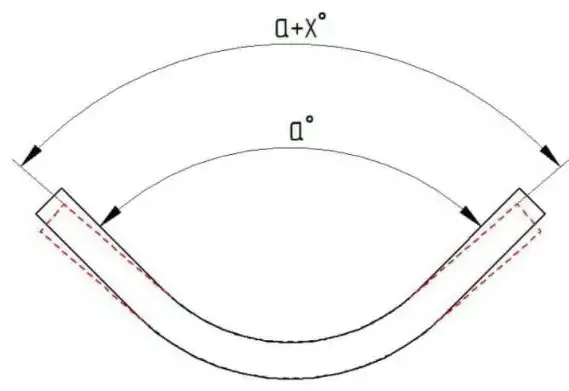
Почему листовой металл пружинит? При гибке листового металла часть, расположенная внутри угла сгиба, сжимается. Материал, расположенный снаружи, растягивается. Это происходит потому, что прочность материала на сжатие обычно намного больше его прочности на растяжение. Деформация материала внутри угла изгиба связана с его прочностью на сжатие. Поэтому трудно окончательно деформировать материал вблизи внутренней части угла изгиба.
Когда верхний штамп листогибочного пресса поднимается вверх, лист металла стремится вернуться к той форме, которую он имел до сгибания.
Эффект пружины при гибке листового металла относительно легко устранить. Оператор может управлять прижимным тормозом, чтобы придать листовому металлу больший угол изгиба. После того как произойдет отжим, металлический лист останется на требуемом угле изгиба. Если лист намеренно слегка перегнуть, небольшое количество естественной пружины создаст правильный угол. Поэтому на третьем этапе оператор ждет несколько секунд, пока пуансон достигнет конечного положения. Оператор может увеличить это время, чтобы свести к минимуму обратную пружину металлического листа.
d.На последнем, четвертом этапе, удар возвращается вверх.
Теперь деформация металлического листа завершена, и пуансон будет двигаться вверх, пока не вернется в исходное положение. Это нижние и верхние цилиндры, которые на четвертом этапе уменьшают гидравлическое давление, а нижние цилиндры увеличивают гидравлическое давление. Таким образом, гидравлическая система может управлять движением пуансона вверх. Проблема, на которую следует обратить внимание на четвертом этапе, - это безопасность оператора. Если пуансон движется вверх слишком быстро, лист металла может упасть со стола. Поэтому оператор должен стараться перемещать пуансон вверх как можно медленнее.
2) Материал обрабатываемого листового металла
Оператор может выбрать материал, который будет обрабатываться в ЧПУ. Различные материалы обладают разными свойствами. Наиболее важным свойством является прочность материала на разрыв. Прочность на разрыв - это величина пластической деформации, которую способен выдержать металлический материал. Поэтому при обработке листового металла из разных материалов листогибочный пресс должен прикладывать разное усилие, причем усилие, прилагаемое листогибочным прессом, должно превышать предел прочности материала на разрыв. Усилие, прилагаемое листогибочным прессом, должно превышать предел прочности материала на растяжение, чтобы листовой металл мог пластически деформироваться.
3) Толщина металлического листа
Толщина листового металла - очень важный параметр, и листогибочный пресс должен оказывать большее давление на более толстый материал. Если оператор установит неправильное значение давления в системе ЧПУ, это может привести к повреждению матриц листогибочного пресса. Кроме того, толщина листового металла также влияет на процесс деформации. Чем толще лист металла, тем больше радиус изгиба при гибке. Оператору необходимо выбрать соответствующие штампы и метод обработки.
3 Основные методы гибки листового металла
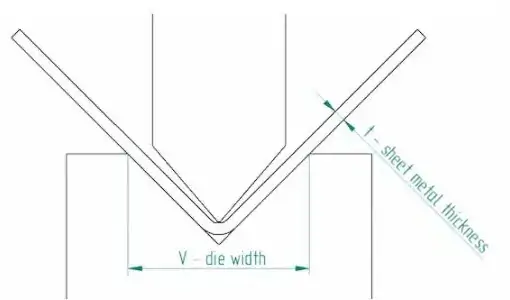
В реальном промышленном производстве листовой металл необходимо сгибать в самые разные формы. Соответственно, существует множество различных видов листогибочных штампов и методов гибки, но наиболее широко используется V-образная гибка. Однако наиболее широко используется V-образная гибка, которая является наиболее распространенной и основной формой при гибке листового металла. Существует три основных метода V-образной гибки. Существует три основных метода гибки V-образной формы, которые подробно описаны в следующих разделах.
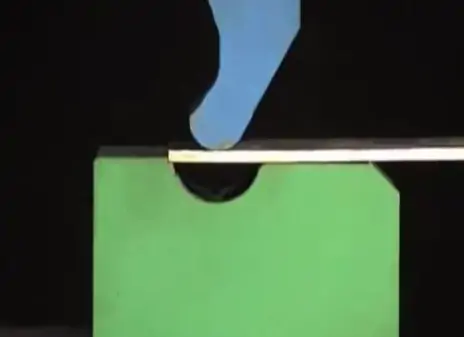
1. Воздушный изгиб
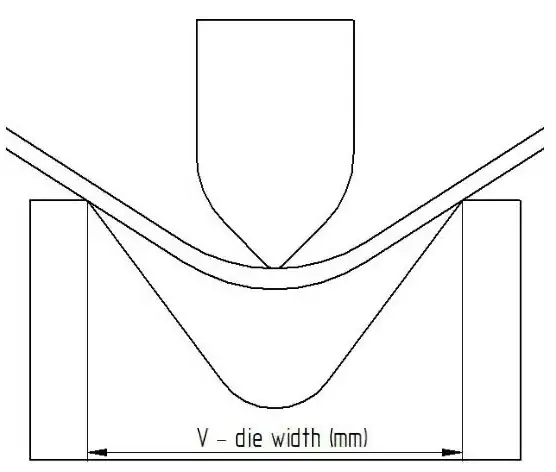
Воздушная гибка - это метод гибки с высокой степенью свободы. При этом методе сгибаемый лист не полностью соприкасается с пуансоном и матрицей листогибочного пресса, но лист сгибается в контакте с верхними концами матрицы. Эти две точки соприкосновения служат точками опоры для поддержки листа, а затем пуансон движется вниз, оказывая давление на лист. В итоге листогибочный пресс сгибает лист металла в V-образную форму по принципу рычага. Этот метод гибки имеет высокую степень свободы, но низкую степень сложности.
Такая свобода позволяет оператору сгибать листовой металл под различными углами с помощью очень небольшого количества штампов. Если у оператора есть пуансон 90°, он может согнуть кусок листового металла под любым углом от 90° до 180°. Недостатком этого метода является его низкая точность. Однако этот метод гибки прост. Поэтому можно резюмировать следующим образом: воздушная гибка менее точна в обмен на более эффективную гибку листового металла с более широким спектром применения.
2. Гибка штампов
Гибка в штампе - это метод прижатия металлического листа к дну штампа с помощью пуансона. Этот метод похож на воздушную гибку. Если пуансон продвигается до самого дна штампа, то воздушная гибка превращается в гибку. Но между ними есть и большие различия. Прежде всего, у них разные требования к штампу листогибочного пресса. При воздушной гибке требования к размеру пуансона и штампа более мягкие, даже если угол пуансона больше, чем у штампа. Однако для гибки в штампе размер и форма пуансона более строги. Например, пуансон с гуськом в основном используется для гибки под давлением, а его форма может быть полезна, если кусок листового металла нужно согнуть несколько раз.
При гибке в штампе угол наклона штампа определяет конечный угол изгиба листового металла. Поскольку конечный угол изгиба листового металла определяется заранее, это позволяет пуансону оказывать большее усилие на листовой металл. Кроме того, это большее усилие уменьшает эффект пружины при изгибе листового металла. Именно по этой причине гибка в штампе имеет более высокую степень точности, чем гибка в воздухе. При гибке штампом форма штампа определяет конечный угол листового металла. Другими словами, именно нижняя часть штампа и верхняя часть штампа вместе определяют угол изгиба листа. Поэтому другое название этого метода - трехточечная гибка.
3. Монетный изгиб
Гибка чеканкой - это метод получения листового металла с точными углами. Для этого метода требуется пара пуансонов и штампов с точно таким же углом; так, например, если оператор хочет согнуть лист металла под углом 60°, ему нужен штамп с углом 60°. Ему нужен штамп с углом 60° и пуансон с углом 60°, который прикладывает к листу очень большое усилие, а узкое V-образное пространство между пуансоном и штампом определяет конечную форму листа.
Эта огромная сила вызывает необратимую деформацию материала внутри согнутого угла. (Помните причину эффекта Springback, о котором говорилось выше?) Таким образом, основное преимущество гибки чеканкой заключается в том, что эффект Springback листового металла можно игнорировать. Это гарантирует высокую точность гибки листового металла. Кроме того, этот метод позволяет уменьшить внутренний радиус угла гиба. Другими словами, гибка чеканкой позволяет получить более острые углы гибки листового металла.