








Dans cet article, nous présenterons le Matrices pour presses plieuses utilisés dans les machines de presse plieuse, en discutant des différents types de matrices de presse plieuse et de la terminologie appropriée pour les décrire.
1. "Matrices de presses plieuses" vs. "Outillage de presses plieuses" et "Outils de presses plieuses".
Nous comprenons que ces termes peuvent dérouter les clients qui cherchent à acheter des matrices pour presses plieuses. "Quels mots-clés dois-je utiliser pour trouver les produits dont j'ai besoin ? Nous allons ici clarifier ces termes et vous aider à trouver les produits exacts que vous recherchez. D'ailleurs, "matrice de presse à freiner" est également le nom correct.
(1) Outils et outillage
Outil ou outillage est un terme général qui signifie "un ensemble d'équipements utilisés dans un but particulier". Différents types de matrices peuvent être appelés outils ou outillages.
(2) Mourir
Les matrices désignent généralement les outillages utilisés pour le forgeage, l'estampage, l'extrusion et d'autres procédés de formage à l'état solide. Les outils utilisés sur les presses plieuses sont généralement appelés matrices, c'est pourquoi nous utilisons le terme "matrice de presse plieuse" dans le titre de cet article. Une matrice se compose généralement d'un filière supérieure et un filière inférieure. Comme le montre l'image ci-dessous, l'emporte-pièce est la matrice, et le bureau peut être la matrice inférieure.

Le profil de la matrice utilisée sur la presse plieuse est généralement représenté sur la figure ci-dessous. Sur cette image, on peut voir que ① représente la matrice supérieure, ② représente la matrice inférieure et ③ représente la pièce à usiner.
Dans le processus de production spécifique, la matrice inférieure de la presse plieuse reste fixe tandis que la machine contrôle le mouvement de la matrice supérieure pour donner à la tôle des formes spécifiques. Au cours de ce processus, la matrice supérieure applique une force allant de quelques dizaines à quelques centaines de tonnes à la pièce à usiner. C'est la raison pour laquelle nous appelons également la matrice supérieure un "poinçon". N'est-ce pas très imagé ? C'est un "poinçon" très puissant.
Toutefois, lors de la recherche d'informations connexes, l'utilisation de mots clés tels que matrices pour presses plieuses/outillage/outils est acceptable car ils se réfèrent tous au même type de produit.
(3) Moule
Il convient de noter qu'il est inexact d'utiliser le terme "moule" pour une machine de presse plieuse. En effet, le moule est utilisé pour façonner des matériaux liquides ou souples. Par exemple, dans les processus de moulage par injection ou de coulée, les moules donnent des formes spécifiques à des matériaux liquides ou souples (tels que l'argile ou le plastique). Par exemple, un moule à gâteau façonne la pâte à gâteau, comme le montre l'image ci-dessous.

2. Formes des matrices de presses plieuses
Lors de l'achat de matrices pour presses plieuses, les caractéristiques les plus importantes sont la longueur et la forme de la section transversale (également appelée profil). Le profil est l'attribut le plus critique et détermine directement la fonction de la matrice. Cependant, il existe de nombreux profils différents et vous avez peut-être eu du mal à décrire la forme dont vous avez besoin. Nous résumons ici quelques profils courants de matrices de presses plieuses dans une liste avec les images correspondantes et nous présentons leurs principales utilisations pour vous aider. Cet article est la première partie d'une série d'articles sur les matrices de presse plieuse. Dans cette partie, nous nous contenterons de présenter les types de matrices inférieures. Si vous souhaitez connaître les types de matrices supérieures (que certains appellent aussi poinçons), vous pouvez lire Vous pouvez lire types et utilisations des poinçons de presse plieuse de notre publication.
(1) Types de matrices inférieures pour les presses plieuses
Les types les plus courants de matrices inférieures pour presses plieuses peuvent être divisés en trois catégories en fonction de la forme et du nombre de rainures de ces matrices. Les matrices pour presses plieuses peuvent être classées en trois catégories : les matrices en V, les matrices en U et les matrices en Z. Les matrices en V sont les plus utilisées. Présentons ces trois différents types de matrices.
(2) V-Die
L'outil en V est le type d'outil le plus fréquemment utilisé dans les opérations de presses plieuses. Comme son nom l'indique, elle présente une ou plusieurs rainures en forme de V sur sa surface supérieure.
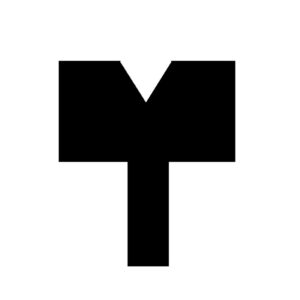
En fonction du nombre de rainures en forme de V, les filières en V peuvent être classées en filières 1V, 2V, 3V et 4V. La présence de plusieurs rainures en forme de V sur une filière répond à deux objectifs principaux :
- Prévention des dommages accidentels : Au cours du traitement, les matrices inférieures peuvent être soumises à des forces d'impact importantes. Si une rainure est endommagée, une autre rainure peut servir de secours pour continuer à travailler. Cela permet de minimiser les interruptions de production causées par des pièces endommagées.
- Changement rapide : Plusieurs rainures en V sur une même matrice peuvent avoir des profondeurs et des tailles d'ouverture différentes. Sans retirer la matrice inférieure, les opérateurs peuvent rapidement passer à la rainure en V souhaitée. Avec une seule matrice inférieure, la presse plieuse peut répondre à diverses exigences de traitement.
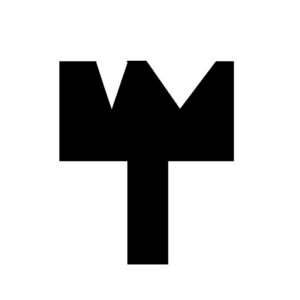
(3) U-Die
La matrice en U est le deuxième type le plus populaire après la matrice en V. Les filières en U ont deux coins arrondis au fond de leurs rainures. Cette forme est conçue pour le cintrage pneumatique des tôles.
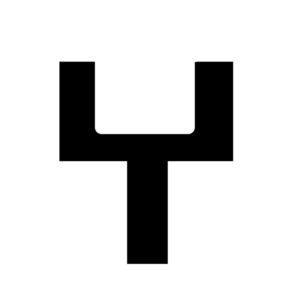
(4) Z-Die
La matrice en Z, également connue sous le nom de matrice offset, permet à la presse plieuse de créer simultanément deux plis ayant le même angle mais dans des directions opposées. Cela améliore considérablement l'efficacité des processus de pliage pour certaines applications, telles que l'assemblage de matériaux ou la réalisation d'un second pli qui n'interfère pas avec le premier.

Ces deux courbes sont parfaitement parallèles et garantissent une grande précision. En outre, comme le montre l'image ci-dessous, les matrices en Z doivent généralement être utilisées avec des matrices supérieures de même forme.
(5) Autres types de matrices de presses plieuses
Outre les trois catégories mentionnées ci-dessus, il existe des classifications plus spécifiques pour décrire les formes des matrices inférieures. Ces différentes formes de matrices seront appliquées à diverses exigences de pliage. L'utilisation d'outils plus appropriés vous aidera à accomplir des tâches de transformation de la tôle plus difficiles.
-
Matrices à 90 degrés
Les matrices conçues pour créer des courbes à 90°, généralement utilisées pour le cintrage par le bas avec un tonnage plus élevé que le cintrage à l'air, sont appelées matrices à 90 degrés.
-
L'angle aigu meurt
Pour créer des angles inférieurs à 90 degrés dans le cintrage à l'air, on utilise des matrices à angle aigu. En fonction de la profondeur de la descente du poinçon, ces matrices peuvent également générer des angles de 90° et obtus.
-
Matrices pour perles
Lorsqu'elles sont associées à des poinçons correspondants, les matrices de perlage sont utilisées pour créer un bourrelet renforcé dans le produit final. Lorsqu'elles sont associées à des poinçons correspondants, les matrices de perlage sont utilisées pour créer un bourrelet renforcé dans le produit final.
-
Matrices de boîtes
Les matrices pour boîtes, associées à des poinçons segmentés, sont utilisées pour former des boîtes rectangulaires dont les côtés peuvent être de différentes longueurs.
-
La chaîne meurt
Les filières de canaux permettent de former des canaux à fond plat avec deux angles en une seule opération grâce à l'utilisation d'un large poinçon plat.
-
Matrices combinées de pliage et d'ourlet
Les matrices combinées pour le pliage et l'ourlet permettent de former des pièces avec un bord ourlé en une seule opération. Ces matrices sont dotées d'une ouverture étroite flanquée de sommets plats de chaque côté. Le poinçon correspondant a une extension à fond plat qui dépasse de son bord supérieur. Après la création d'un pli aigu, la pièce est rapidement tournée horizontalement pour permettre aux deux bords plats de se rejoindre et de comprimer l'ourlet lors d'une opération ultérieure.
-
Matrices d'ondulation
Les matrices ondulées possèdent une forme qui peut être soit ondulée et arrondie, soit à fond plat. Ces matrices sont spécialement conçues pour créer un motif ondulé dans les matériaux métalliques.
-
Le curling meurt
Les matrices de bouclage sont utilisées pour former un bord bouclé sur la pièce.
-
Matrices d'aplatissement
Les matrices d'aplatissement, également appelées matrices d'ourlet, sont utilisées pour réduire le degré des angles aigus précédemment formés ou les aplatir en ourlets.
-
Matrices de col de cygne
Les matrices à col de cygne sont spécialement conçues pour être utilisées avec des poinçons à col de cygne. Ces matrices et poinçons sont utilisés pour assurer le dégagement de brides déjà formées.
-
Décès de Hemming
Les matrices d'ourlet aplatissent les pièces après avoir effectué un pliage de 30° ou un autre pliage très aigu pour former des ourlets. Elles ont un sommet plat et sont utilisées avec des poinçons "marteaux" assortis qui sont également plats. Les jeux de poinçons et de matrices combinés pour le pliage et l'ourlet sont capables d'effectuer le pliage initial et d'ourler ensuite la pièce lors d'une seconde opération sans nécessiter de réglage supplémentaire. Les matrices d'ourlet en deux étapes, quant à elles, sont des matrices à deux sections chargées par ressort qui fonctionnent en conjonction avec un poinçon standard. La partie supérieure de la matrice présente une ouverture en V et est utilisée pour le processus de pliage normal. Toutefois, les parties supérieure et inférieure présentent des surfaces planes qui s'étendent vers l'extérieur et se rejoignent sous l'effet du tonnage du coulisseau poussant vers le bas, ce qui permet de réaliser un ourlet entre les deux dans une seconde opération immédiate.
-
Jeux de matrices à emboîtement
Les jeux de matrices sont des matrices offset polyvalentes qui peuvent être ajustées pour créer des pièces assorties avec une surface extérieure lisse et continue, souvent utilisées dans la construction aéronautique. Ces matrices peuvent être réglées par calage ou à l'aide d'une vis de réglage.
-
Matrices à plis multiples
Les matrices de pliage multiple, associées aux poinçons correspondants, sont conçues dans la forme de profil souhaitée et permettent de réaliser deux ou plusieurs pliages en une seule opération. Les matrices à décalage sont un type courant de matrices à plis multiples.
-
Matrices offset
Les matrices à décalage, lorsqu'elles sont associées aux poinçons correspondants, ont la capacité de plier deux angles en une seule fois, ce qui permet d'obtenir une forme en Z. Ces matrices permettent non seulement d'augmenter la vitesse de production, mais aussi d'améliorer la précision en maintenant les courbes parfaitement parallèles.
-
Matrices à rayon
Les matrices à rayon, lorsqu'elles sont utilisées avec des poinçons arrondis, permettent de former des courbes radiées.
-
Matrices de formage de côtes
Les matrices de formage de nervures sont utilisées pour créer des nervures radiales et des nervures en V.
-
Matrices à bascule
Les matrices à bascule offrent un soutien à la pièce pendant le pliage en utilisant un insert à bascule dans le poinçon. Cette conception permet un léger mouvement latéral, ce qui permet d'éviter les problèmes de dégagement.
-
Filières rotatives
Les matrices rotatives, associées à leurs poinçons, utilisent un insert rotatif dans l'outil supérieur ou inférieur pour faciliter le pliage sur l'outil opposé en forme d'enclume. Elles nécessitent moins de tonnage que les méthodes de pliage standard et réduisent la friction appliquée à la pièce à usiner, ce qui permet d'éviter les marques laissées par les matrices en V ordinaires.
-
Matrices de couture
Les matrices de sertissage permettent de réaliser des sertis dans les tôles et les tubes.
-
Filières à joint debout
Les matrices de joint debout font partie intégrante d'ensembles de poinçons et de matrices spécialisés qui sont spécifiquement conçus pour créer un ourlet vertical, appelé joint debout, qui est perpendiculaire au reste de la pièce finie.
-
Matrices d'angle à pointe
Les matrices angulaires à pointe présentent des angles variables de chaque côté de la rainure en V. Elles sont utilisées pour assurer un dégagement suffisant du coulisseau dans les canaux profonds. Ils sont utilisés pour assurer un dégagement suffisant du coulisseau dans les canaux profonds et permettre la formation de brides plus courtes qui ne seraient pas réalisables avec les méthodes conventionnelles.
-
Matrices de formage de tubes
Les matrices de formage de tubes et les matrices de formage de tuyaux, qui présentent des similitudes avec les matrices de bouclage, sont spécifiquement conçues pour façonner des tubes après une première opération qui consiste à plier et à enrouler les bords d'une pièce à usiner.
-
Matrices pour coudes en U
Les matrices de pliage en U ont un fond arrondi et sont similaires aux matrices de formage de canaux. Elles sont utilisées pour créer des rayons de courbure en U.
-
Matrices en uréthane
Les filières en uréthane sont utilisées pour le pliage de pièces qui nécessitent une meilleure qualité de surface sans laisser de traces. Il convient toutefois de noter que les matrices d'essuyage peuvent avoir une précision légèrement inférieure à celle des matrices en acier. Pour minimiser le risque de rayures, des matrices en acier avec des inserts en nylon peuvent être utilisées comme alternative.
-
Essuyage des matrices
Les matrices d'essuyage, telles que les matrices à bascule ou les matrices rotatives, sont utilisées en conjonction avec les poinçons correspondants pour créer un bord courbe et lisse sur une feuille.
-
Filières en Z
Les matrices de pliage en Z, également connues sous le nom de matrices offset, tirent leur nom de la forme de la pièce obtenue en un seul pliage.
Si vous souhaitez en savoir plus sur les matrices pour presses plieuses, vous pouvez lire le document suivant autre article avons-nous écrit.