









Les presse plieuse est de la plus haute importance dans la métallurgie. Les fabricants utilisent ces machines pour leur précision et leur rapidité d'exécution. Cependant, de petites données et de petits calculs sont essentiels pour obtenir des résultats précis. Parmi ceux-ci, le calcul de la tolérance au pliage est une priorité absolue.
Une sous-estimation de la marge de pliage se traduira par une taille de tôle inexacte. Paradoxalement, de nombreuses personnes ne savent pas comment la calculer. Même les experts utilisent des antisèches au lieu de faire des calculs manuels. Si vous êtes de ceux-là, ne vous inquiétez pas !
Il est primordial de connaître la formule et le calcul. Dans ce guide, vous apprendrez à calculer pas à pas la marge de pliage. Nous utiliserons également quelques valeurs fictives pour une meilleure compréhension. Alors, tenez-vous bien pour savoir tout ce qui concerne la marge de pliage !
Aperçu de la tolérance au pliage pour les presses plieuses
Le calcul de la surépaisseur de pliage détermine la quantité de matériau que la presse plieuse consommera pendant le pliage. Le matériau travaillé se comprime vers l'intérieur et s'étire vers l'extérieur pendant le pliage. La surépaisseur de pliage tient compte de la déformation de cette pièce et nous donne la taille que le pliage mange ou prend.
Par exemple, donnez 15 mm de matériau à plier. Vous obtiendrez 13 mm (à peu près) sous forme de tôle. Les 2 mm restants seront consommés pendant le pliage.
Cette marge de pliage tient compte de cette consommation de matériau. Elle vous permet donc de savoir quelle quantité de matériau vous devez fournir en entrée pour obtenir la taille de feuille souhaitée en sortie.
Imaginez que vous travaillez sur un matériau. Votre objectif est d'obtenir une tôle de 10 mm. Dans ce cas, votre entrée doit être supérieure à 10 mm pour permettre le pliage. N'oubliez pas qu'un pliage correct à un angle spécifique nécessite une partie de la pièce.
Quelle longueur de pièce le processus de pliage va-t-il prendre ? Vous trouverez la réponse à cette question lorsque vous comprendrez ce qu'est la surépaisseur de pliage.
Si la marge de pliage calculée est de 2 mm et que votre objectif est une tôle de 10 mm, vous aurez besoin de 12 mm de matériau en entrée. Cela garantira que 10 mm de tôle sortiront après le pliage.
Comment calculer la tolérance au pliage de votre presse plieuse ?
L'indemnité de pliage semble très complexe. Cependant, elle est relativement facile à comprendre. Vous pourrez calculer les valeurs exactes à l'aide d'une formule simple. N'oubliez pas que la formule requiert également d'autres paramètres.
Voici la formule :
Tolérance de pliage = (π / 180) × Angle de pliage × (Rayon intérieur + Facteur K × Épaisseur du matériau)
Comme vous pouvez le constater, cette formule se compose de différents paramètres. Il est essentiel de comprendre ces éléments et leur valeur. Si vous ne les connaissez pas, vous ne pourrez pas trouver la valeur exacte de la marge de pliage. Voici les détails de ces termes :
- PI (π) : Pi est une constante mathématique. Sa valeur est de 3,14. Même pour des matériaux différents, la valeur de pi reste la même.
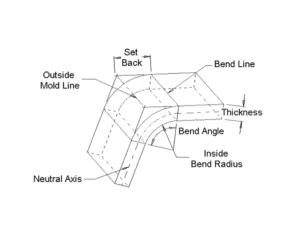
- Angle de courbure : Il s'agit de l'angle auquel vous souhaitez plier votre matériau. Il peut être de 50°, 70° ou même 90°.
- Rayon intérieur : Il représente le rayon de courbure de la courbe dans le coude. Si l'angle de courbure est plus élevé, le rayon intérieur augmentera et vice versa.
- Épaisseur du matériau : Il s'agit de l'épaisseur du matériau ou de la pièce qui sera pliée. Elle doit être précise pour obtenir une surépaisseur de pliage exacte.
- K-Factor : Cette valeur varie d'un matériau à l'autre. Différents tableaux de tolérance au pliage sont également disponibles pour différents matériaux, chacun avec sa valeur de facteur K.
Le facteur K est un concept complexe à comprendre. Il indique simplement la déviation de l'axe neutre par rapport à la ligne centrale. Avant qu'un matériau ne subisse une flexion, l'axe neutre reste au centre. Mais pendant la flexion, il s'écarte sous l'effet de la contrainte.
Le facteur K mesure et évalue la déviation de l'axe neutre par rapport à la ligne centrale. Cet écart se produit lorsque le matériau subit une flexion. Il est à noter que les valeurs du facteur K varient d'un matériau à l'autre. Il est recommandé de disposer d'un tableau commençant par les valeurs du facteur K avant de commencer les calculs.
Calcul avec des valeurs supposées
Il est difficile de comprendre et de calculer la marge de flexion à l'aide de sa formule. Différents paramètres doivent être mesurés. C'est pourquoi, dans la section ci-dessous, j'utiliserai des valeurs supposées pour calculer la valeur de la surépaisseur de pliage. Cela vous aidera à comprendre le fonctionnement de cette formule.
Par exemple, nous disposons des paramètres connus suivants :
- Angle de courbure : 90
- Valeur de Pi : 3.14
- Valeur du facteur K : 0,33
- Rayon intérieur : 2 mm
- Epaisseur de la tôle : 1 mm
Ces valeurs varient en fonction de la taille et de l'épaisseur des matériaux. Cependant, le processus de calcul reste le même. Voici la formule dans laquelle nous devrons introduire les valeurs ci-dessus :
Tolérance de pliage = (π / 180) × Angle de pliage × (Rayon intérieur + Facteur K × Épaisseur du matériau)
Mettons nos valeurs supposées dans cette formule avec précision.
Indemnité de pliage = (3,14/180) × 90 × (2 + 0,33 × 1)
En faisant des calculs simples à l'aide d'une calculatrice, vous obtiendrez le résultat suivant :
Tolérance de pliage = 3,66 mm
Vous aurez donc besoin de 3,66 mm de matériau supplémentaire pour un pliage précis. En comptant cette taille supplémentaire, vous obtiendrez une taille précise dans la tôle en tant que résultat après le pliage. Cependant, de petites erreurs dans la valeur des paramètres vous donneront un résultat erroné.
Ce qu'il faut retenir : Le processus de calcul de la surépaisseur de pliage est le même pour tous les matériaux. Cependant, les valeurs des paramètres et les résultats varieront.
La raison en est que l'épaisseur, la taille et l'angle de courbure de votre matériau seront différents. Dans les calculs ci-dessus, nous avons utilisé des valeurs de paramètres supposées et aléatoires.
Qu'est-ce que la déduction pour cintrage ?
La marge de pliage et la déduction de pliage sont des termes étroitement liés. La déduction pour flexion indique la longueur de matériau qui tiendra compte de l'étirement et de la compression pendant la flexion.
La connaissance de cette déduction permet au fabricant de savoir quelle sera la longueur de la pièce résultante.
Avant de commencer la fabrication des métaux, les fabricants connaissent déjà leurs exigences en matière de dimensions idéales.
Ainsi, pour obtenir la taille requise, ils déterminent la déduction de la courbure. Cela leur permet d'estimer la taille du matériau qu'ils utiliseront en entrée pour obtenir la sortie souhaitée. Pour ce faire, ils soustraient la déduction pour cintrage de la longueur originale du matériau.
Si les calculs répondent à leurs besoins, ils (les fabricants) utilisent la taille originale du matériau comme donnée d'entrée.
Ils procèdent aux ajustements nécessaires (augmenter ou réduire le morceau) si le résultat calculé est plus grand ou plus petit.
Cette méthode leur permet d'obtenir une taille précise des matériaux de sortie. Presque tous les fabricants utilisent cette méthode pour prendre des décisions éclairées.
En bref : La marge de pliage indique la quantité de pièces consommées pendant le pliage. La déduction pour cintrage indique la longueur qui doit être soustraite de la longueur totale à plat. Cette partie soustraite tient compte de l'étirement et de la compression pendant le processus de pliage.
Formule de déduction de la courbure
Tout comme la marge de pliage, la déduction de pliage a également sa formule. En introduisant la valeur des paramètres, vous obtiendrez une valeur de déduction précise. Voici la formule exacte de la déduction pour cintrage :
Déduction pour flexion = (rayon intérieur + ½ × épaisseur du matériau) × π
En résumé, vous prenez le rayon intérieur de votre coude et vous ajoutez la moitié de l'épaisseur du matériau. Le pi reste constant, puisqu'il a une valeur de 3,14. Il est relativement plus facile de trouver la déduction de pliage que de calculer la surépaisseur de pliage.
Cette formule vous donnera la valeur exacte de la déduction pour flexion.
Ensuite, vous devez soustraire la déduction pour cintrage de la longueur totale. Cela vous donnera une idée de la quantité de matériau que vous obtiendrez après le pliage. Il est fortement recommandé de trouver un calcul de déduction de cintrage avant de commencer le processus de cintrage.
Remarque : si vous avez des difficultés avec les calculs mathématiques, ne vous inquiétez pas. Dans la section précédente, j'ai expliqué comment calculer la marge de pliage en utilisant des valeurs aléatoires. Vous pouvez lire cette section pour vous faire une idée de la manière dont les calculs sont effectués.
Importance du calcul de la marge de flexion
La surépaisseur de pliage et la déduction de pliage jouent toutes deux un rôle essentiel dans le travail des métaux. Il n'est pas faux de dire qu'une erreur de calcul dans l'un de ces deux domaines affectera gravement la précision. En fin de compte, vous obtiendrez le mauvais côté de la tôle. Voici pourquoi ils sont considérés comme faisant partie intégrante des processus de pliage.
1. Coût du projet
Le fait de connaître la marge de pliage exacte vous permet de réaliser le projet rapidement.
Si vous ne tenez pas compte de la valeur de la marge de pliage, vous obtiendrez une feuille plus grande ou plus petite. Cette feuille de taille imprécise ne conviendra pas à votre projet. Vous devrez tout refaire, ce qui augmentera le coût de votre projet.
Vous devez donc connaître la marge de pliage pour obtenir une taille précise en sortie.
2. Perte de temps
Si vous n'obtenez pas la taille requise lors du pliage, vous devrez répéter le processus avec un nouveau matériau, ce qui prendra beaucoup de temps.
Par conséquent, vous perdrez du temps et ne pourrez pas terminer le projet à temps. En revanche, le fait de connaître les dimensions avant de commencer vous permettra d'être plus rapide et plus efficace.
En une seule flexion, vous ferez votre travail. Il n'y a pas besoin de répéter.
3. Sécurité et risques
Imaginez que vous ne disposiez pas d'une lecture précise et que vous commenciez à utiliser la sortie de courbure.
Supposons que vous ayez besoin d'une longueur de tôle de 8 mm. Vous utilisez un matériau métallique de 8 mm pour le pliage. Le processus de pliage prendra un ou deux mm.
Vous aurez alors une longueur de 6 mm au lieu des 8 mm requis. Si vous utilisez sans le savoir cette longueur au lieu de 8, vous vous exposez à de nombreux risques de sécurité.
Ainsi, connaître la marge de pliage vous permet de vous protéger et d'utiliser des tailles précises.
FAQ
O1 : Qu'est-ce qu'un tableau d'amortissement des courbures ?
Il s'agit d'un outil qui fournit des informations sur la longueur de la pièce à usiner pour un pliage donné. De nombreux fabricants, en particulier les anciens, utilisent ces tableaux au lieu de faire des calculs manuels.
De nombreuses plateformes numériques (sites web) proposent également des calculateurs permettant de déterminer la tolérance de pliage pour n'importe quel matériau. Il vous suffit de saisir les valeurs de vos paramètres dans la calculatrice pour obtenir une valeur précise de la marge de flexion.
Q2 : Comment calculer l'indemnité de courbure ?
Pour calculer la surépaisseur de pliage, vous devez disposer du rayon intérieur, de l'angle de pliage, de l'épaisseur du matériau et de la valeur du facteur K. Vous pouvez facilement calculer la surépaisseur de pliage en mettant leur valeur dans la formule. Vous pouvez facilement calculer la surépaisseur de pliage en introduisant leur valeur dans la formule. La formule est la suivante :
BA = Angle de courbure × (π/180) × (rayon intérieur + facteur K × épaisseur)
Q3 : Quel est le rayon de courbure minimal pour une presse plieuse ?
Le rayon de courbure minimal varie d'un matériau à l'autre. Il dépend de nombreux facteurs, tels que le type de matériau, la dureté, l'épaisseur, etc.
Q4 : Quelle est la valeur du facteur K ?
Le facteur K représente la déviation de l'axe neutre par rapport à la ligne médiane.
En termes simples, il s'agit du rapport entre l'emplacement de l'axe neutre et l'épaisseur du matériau.
En général, il a une valeur comprise entre 0,2 et 0,5. Cependant, chaque matériau a sa propre valeur de facteur K.
Q5 : Quelle est la formule du facteur K ?
La formule pour trouver le facteur K est la suivante :
Facteur K = t / T
Ici, T représente l'épaisseur du matériau et t le rayon intérieur. Il faut garder à l'esprit que la valeur des facteurs K varie d'un matériau à l'autre.
Q6 : Pourquoi l'indemnité de courbure est-elle importante ?
La surépaisseur de pliage est importante car elle explique la longueur de la pièce utilisée pour le pliage.
Il comprend l'étirement du côté extérieur et la compression du côté intérieur. Il permet donc de mesurer avec précision la tôle de sortie et de réduire les essais et les erreurs.
En résumé, il réduit le coût de production des pièces métalliques pliées.
Conclusion
Les presses plieuses sont devenues incontournables dans le travail des métaux. Leurs performances et leur précision sont lucratives. De nombreux secteurs d'activité liés au métal font appel à ces machines. Cependant, de petites erreurs de saisie peuvent affecter leur précision et leurs performances.
Dans ce guide, nous avons étudié le calcul de la déduction pour cintrage à travers sa formule. Vous apprendrez également toutes les bases des déductions pour cintrage. Ce guide sera une plate-forme unique pour l'apprentissage des angles de pliage, des rayons, etc.