








In diesem Artikel werden wir die Matrizen für Abkantpressen die in Abkantpressen verwendet werden, wobei die verschiedenen Arten von Abkantwerkzeugen und die entsprechende Terminologie zu ihrer Beschreibung erörtert werden.
1. "Abkantwerkzeuge" vs. "Press Brake Tooling" und "Press Brake Tools"
Wir verstehen, dass diese Begriffe Kunden verwirren können, die Abkantwerkzeuge kaufen möchten. "Welche Schlüsselwörter sollte ich verwenden, um die Produkte zu finden, die ich brauche?" Hier werden wir diese Begriffe klären und Ihnen helfen, genau die Produkte zu finden, die Sie suchen. Übrigens: "Abkantwerkzeug" ist auch die richtige Bezeichnung.
(1) Werkzeug und Werkzeugausstattung
Werkzeug oder Werkzeugausstattung ist ein allgemeiner Begriff, der "eine für einen bestimmten Zweck verwendete Ausrüstung" bedeutet. Verschiedene Arten von Matrizen können als Werkzeuge oder Werkzeuge bezeichnet werden.
(2) Die
Der Begriff "Gesenk" bezieht sich in der Regel auf Werkzeuge, die zum Schmieden, Stanzen, Fließpressen und für andere Festkörperumformungsverfahren verwendet werden. Die auf Abkantpressen verwendeten Werkzeuge werden im Allgemeinen als Matrizen bezeichnet, weshalb wir im Titel dieses Artikels den Begriff "Abkantmatrize" verwenden. Eine Matrize besteht in der Regel aus einem Oberwerkzeug und eine Untergesenk. Wie in der Abbildung unten gezeigt, ist die Ausstechform die Matrize, und der Schreibtisch kann die untere Matrize sein.

Das Profil der Matrize, die auf der Abkantpresse verwendet wird, ist im Allgemeinen in der nachstehenden Abbildung dargestellt. In dieser Abbildung ist zu erkennen, dass ① die obere Matrize, ② die untere Matrize und ③ das zu bearbeitende Werkstück darstellt.
Bei dem spezifischen Produktionsverfahren bleibt das untere Gesenk der Abkantpresse fixiert, während die Maschine die Bewegung des oberen Gesenks steuert, um Bleche in bestimmte Formen zu bringen. Während dieses Prozesses übt die obere Matrize eine Kraft von einigen zehn bis mehreren hundert Tonnen auf das Werkstück aus. Aus diesem Grund bezeichnen wir das Oberwerkzeug auch als "Stempel". Nun, ist das nicht sehr anschaulich? Es ist ein sehr kräftiger "Stempel".
Bei der Suche nach verwandten Informationen ist die Verwendung von Schlüsselwörtern wie Abkantwerkzeuge/Werkzeuge akzeptabel, da sie sich alle auf die gleiche Art von Produkt beziehen.
(3) Schimmel
Es sollte beachtet werden, dass die Verwendung des Begriffs "Form" für eine Abkantpresse unzutreffend ist. Denn eine Form wird zum Formen von flüssigen oder weichen Materialien verwendet. Beim Spritzgießen oder Gießen beispielsweise werden flüssige oder weiche Materialien (wie Ton oder Kunststoff) durch Formen in bestimmte Formen gebracht. Eine Kuchenform formt zum Beispiel Kuchenteig, wie in der Abbildung unten gezeigt.

2. Formen von Abkantwerkzeugen
Beim Kauf von Abkantwerkzeugen sind die wichtigsten Merkmale die Länge und die Querschnittsform (auch Profil genannt). Das Profil ist das kritischste Attribut und bestimmt direkt den Zweck des Werkzeugs. Es gibt jedoch viele verschiedene Profile, und Sie haben vielleicht Schwierigkeiten, die von Ihnen benötigte Form zu beschreiben. Im Folgenden werden wir einige gängige Profile von Abkantwerkzeugen in einer Liste mit entsprechenden Bildern zusammenfassen und ihre wichtigsten Verwendungszwecke vorstellen, um Ihnen zu helfen. Dieser Artikel ist Teil 1 einer Reihe von Artikeln über Abkantwerkzeuge. In diesem Teil werden wir nur die Arten von Abkantwerkzeugen vorstellen. Wenn Sie die Arten der oberen Matrizen (manche Leute nennen sie auch Stempel) wissen wollen, können Sie lesen Sie können lesen Arten von Abkantstempeln und ihre Verwendung unserer Veröffentlichung.
(1) Abkantpresse untere Matrizentypen
Die gebräuchlichsten Arten von Abkantpressenunterwerkzeugen lassen sich anhand der Form und Anzahl der Nuten in drei Kategorien einteilen. Abkantwerkzeuge können als V-Stempel, U-Stempel und Z-Stempel klassifiziert werden. Unter ihnen sind die V-Stempel die am häufigsten verwendeten Typen. Im Folgenden werden diese drei verschiedenen Arten von Gesenken vorgestellt.
(2) V-Matrize
Die V-Matrize ist der am häufigsten verwendete Matrizentyp bei Abkantarbeiten. Wie der Name schon sagt, hat sie eine oder mehrere V-förmige Rillen auf ihrer Oberseite.
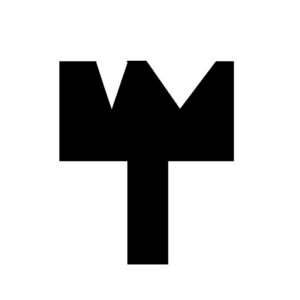
Abhängig von der Anzahl der V-förmigen Rillen lassen sich V-Würfel weiter in 1V-Würfel, 2V-Würfel, 3V-Würfel und 4V-Würfel einteilen. Mehrere V-förmige Rillen in einem Chip dienen zwei Hauptzwecken:
- Verhinderung von Unfallschäden: Während der Bearbeitung können die unteren Matrizen erheblichen Stoßkräften ausgesetzt sein. Wenn eine Rille beschädigt wird, kann eine andere Rille als Ersatz dienen, um weiterzuarbeiten. Dies trägt dazu bei, Produktionsunterbrechungen durch beschädigte Teile zu minimieren.
- Schnelles Umrüsten: Mehrere V-förmige Rillen auf einer Matrize können unterschiedliche Tiefen und Öffnungsgrößen haben. Ohne die untere Matrize zu entfernen, kann der Bediener schnell auf die gewünschte V-förmige Nut wechseln. Mit einem einzigen Untergesenk kann die Abkantpresse verschiedene Verarbeitungsanforderungen erfüllen.
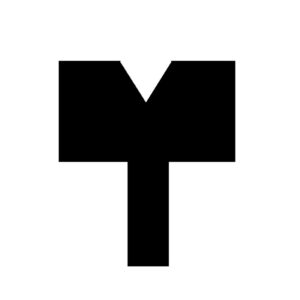
(3) U-Stempel
Der U-Stempel ist nach dem V-Stempel der zweithäufigste Typ. U-Matrizen haben zwei abgerundete Ecken an der Unterseite ihrer Nuten. Diese Form ist für das Luftbiegen von Blechen konzipiert.
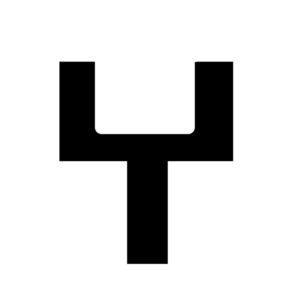
(4) Z-Würfel
Die Z-Matrize, auch bekannt als Offset-Matrize, ermöglicht es der Abkantpresse, zwei Biegungen mit demselben Winkel, aber in entgegengesetzter Richtung gleichzeitig zu erstellen. Dadurch wird die Effizienz von Biegeprozessen für bestimmte Anwendungen erheblich verbessert, z. B. beim Verbinden von Materialien oder bei der Herstellung einer zweiten Biegung, die die erste Biegung nicht beeinträchtigt.

Diese beiden Biegungen sind völlig parallel und gewährleisten eine hohe Präzision. Außerdem müssen, wie in der Abbildung unten gezeigt, Z-Formen in der Regel mit Oberformen derselben Form verwendet werden.
(5) Andere Arten von Abkantwerkzeugen
Zusätzlich zu den drei oben genannten Kategorien gibt es weitere spezifische Klassifizierungen zur Beschreibung der Formen von Unterwerkzeugen. Diese verschiedenen Matrizenformen werden für unterschiedliche Biegeanforderungen eingesetzt. Durch den Einsatz geeigneter Werkzeuge können Sie anspruchsvollere Aufgaben in der Blechbearbeitung bewältigen.
-
90-Grad-Stempel
Matrizen, die für 90°-Biegungen ausgelegt sind und typischerweise beim Gesenkbiegen mit höherer Tonnage als beim Luftbiegen verwendet werden, werden als 90-Grad-Matrizen bezeichnet.
-
Akuter Winkel stirbt
Um beim Luftbiegen Winkel von weniger als 90 Grad zu erzeugen, werden spitzwinklige Stempel verwendet. Je nach Eintauchtiefe des Stempels können diese Matrizen auch 90° und stumpfe Winkel erzeugen.
-
Sickenstempel
In Verbindung mit den entsprechenden Stempeln werden Sickenmatrizen verwendet, um eine verstärkte Sicke im Endprodukt zu erzeugen. In Verbindung mit entsprechenden Stempeln werden Sickenformen eingesetzt, um eine verstärkte Sicke im Endprodukt zu erzeugen.
-
Box stirbt
Kastenmatrizen werden in Verbindung mit segmentierten Stempeln verwendet, um rechteckige Kästen zu formen, die verschiedene Seitenlängen aufnehmen können.
-
Kanal stirbt
Kanalmatrizen ermöglichen die Herstellung von Kanälen mit flachem Boden und zwei Winkeln in einem einzigen Arbeitsgang, indem ein breiter flacher Stempel verwendet wird.
-
Kombinierte Biege- und Senkwerkzeuge
Kombinierte Biege- und Senkwerkzeuge ermöglichen die Herstellung von Teilen mit einer gesäumten Kante in einem Arbeitsgang. Diese Matrizen haben eine schmale Matrizenöffnung, die auf beiden Seiten von flachen Oberteilen flankiert wird. Der dazugehörige Stempel hat an seiner Oberkante eine Verlängerung mit flachem Boden, die aus der Matrize herausragt. Nach dem Erzeugen einer spitzen Biegung wird das Teil sofort horizontal gedreht, damit die beiden flachen Kanten zusammenkommen und den Saum in einem weiteren Arbeitsgang zusammendrücken können.
-
Stanzformen für Wellpappe
Riffelformen haben eine Form, die entweder wellenförmig und abgerundet oder mit einem flachen Boden versehen sein kann. Diese Matrizen sind speziell dafür ausgelegt, ein gewelltes Muster in metallischen Werkstoffen zu erzeugen.
-
Curling stirbt
Curling-Matrizen werden verwendet, um eine gewellte Kante am Teil zu formen.
-
Glätten von Stanzformen
Abflachungsmatrizen, die auch als Saummatrizen bezeichnet werden, werden verwendet, um den Grad von zuvor gebildeten spitzen Winkeln zu verringern oder sie zu Säumen abzuflachen.
-
Schwanenhalsmatrizen
Schwanenhalsmatrizen sind speziell für die Verwendung in Verbindung mit Schwanenhalsstempeln konzipiert. Diese Matrizen und Stempel werden eingesetzt, um den Freiraum für bereits geformte Flansche zu schaffen.
-
Hemming stirbt
Saumstempel glätten Teile nach einer 30°-Biegung oder einer anderen sehr spitzen Biegung, um Säume zu formen. Sie haben flache Oberseiten und werden mit passenden, ebenfalls flachen "Hammer"-Stempeln verwendet. Kombinierte Stempel- und Matrizensätze zum Biegen und Falzen sind in der Lage, die erste Biegung durchzuführen und das Teil anschließend in einem zweiten Arbeitsgang zu falzen, ohne dass eine zusätzliche Einrichtung erforderlich ist. Zweistufige Falzmatrizen hingegen sind federbelastete, zweiteilige Matrizen, die in Verbindung mit einem Standardstempel arbeiten. Der obere Teil der Matrize ist mit einer V-Öffnung versehen und wird für den normalen Biegevorgang verwendet. Sowohl der obere als auch der untere Teil haben jedoch ebene Flächen, die sich nach außen erstrecken und unter der Tonnage des nach unten drückenden Stempels zusammenkommen, so dass in einem unmittelbaren zweiten Arbeitsgang ein Saum zwischen ihnen hergestellt werden kann.
-
Rüttelstempelsätze
Schüttelmatrizensätze sind vielseitige Offset-Matrizen, die eingestellt werden können, um passende Teile mit einer glatten und durchgehenden Außenfläche herzustellen, die häufig im Flugzeugbau verwendet werden. Diese Matrizen können durch Unterlegscheiben oder mit Hilfe einer Stellschraube eingestellt werden.
-
Mehrfach gebogene Matrizen
Mehrfachbiegematrizen sind in Verbindung mit den entsprechenden Stempeln für die gewünschte Profilform ausgelegt und ermöglichen die Herstellung von zwei oder mehr Biegungen in einem einzigen Arbeitsgang. Offset-Matrizen sind eine weit verbreitete Art von Mehrfachbiegewerkzeugen.
-
Offsetdruckstempel
Offset-Matrizen können in Verbindung mit passenden Stempeln zwei Winkel in einem einzigen Arbeitsgang biegen, so dass eine Z-Form entsteht. Diese Matrizen erhöhen nicht nur die Produktionsgeschwindigkeit, sondern verbessern auch die Genauigkeit, indem sie die Biegungen vollständig parallel halten.
-
Radius stirbt
Radiusmatrizen, die mit abgerundeten Stempeln verwendet werden, bilden gerundete Biegungen.
-
Matrizen zum Formen von Rippen
Rippenformwerkzeuge werden für die Herstellung von Radiusrippen und V-Rippen verwendet.
-
Rocker-Typ stirbt
Wippenstempel bieten dem Werkstück während des Biegens Unterstützung durch einen Wippeneinsatz im Stempel. Diese Konstruktion ermöglicht eine leichte Seitwärtsbewegung und hilft, Spielprobleme zu vermeiden.
-
Drehstempel
Rotationsmatrizen verwenden in Verbindung mit ihren Stempeln einen rotierenden Einsatz entweder im Ober- oder Unterwerkzeug, um das Biegen über das gegenüberliegende, ambossartige Werkzeug zu erleichtern. Sie benötigen weniger Tonnage als herkömmliche Biegeverfahren und verringern die Reibung am Werkstück, so dass keine Spuren wie bei herkömmlichen V-Matrizen entstehen.
-
Verschließbare Matrizen
Falzwerkzeuge ermöglichen die Herstellung von Falzen in Blechen und Rohren.
-
Stehfalzwerkzeuge
Stehfalzmatrizen sind integrale Bestandteile spezieller Stempel- und Matrizensätze, die speziell für die Erzeugung eines vertikalen Saums, einer so genannten Stehfalz, ausgelegt sind, der senkrecht zum Rest des fertigen Teils verläuft.
-
Bestückte Winkelstempel
Winkelstempel mit Spitzen haben unterschiedliche Winkel auf jeder Seite der V-Nut. Sie werden eingesetzt, um einen ausreichenden Stößelabstand in tiefen Kanälen zu gewährleisten und die Bildung kürzerer Flansche zu ermöglichen, die mit herkömmlichen Methoden nicht möglich wären.
-
Rohrverformungswerkzeuge
Rohrformwerkzeuge, die Ähnlichkeiten mit Rollwerkzeugen aufweisen, sind speziell für die Formgebung von Rohren nach einem ersten Arbeitsgang konzipiert, bei dem die Kanten eines Werkstücks gebogen und aufgerollt werden.
-
U-Biegestempel
U-förmige Matrizen haben einen abgerundeten Boden und sind den kanalbildenden Matrizen ähnlich. Sie werden zur Herstellung von U-Bögen mit Radius verwendet.
-
Urethan-Formen
Urethanwerkzeuge werden zum Biegen von Teilen verwendet, die eine bessere Oberflächenqualität erfordern, ohne Spuren zu hinterlassen. Es ist jedoch zu beachten, dass Wischwerkzeuge im Vergleich zu Stahlwerkzeugen eine etwas geringere Genauigkeit aufweisen können. Um das Risiko von Kratzern zu minimieren, können alternativ auch Stahlmatrizen mit Nyloneinsätzen verwendet werden.
-
Abwischen von Stümpfen
Abstreifmatrizen, wie z. B. Wipp- oder Rotationsmatrizen, werden in Verbindung mit entsprechenden Stempeln verwendet, um eine glatte, gebogene Kante auf einem Blech zu erzeugen.
-
Z-Biegestempel
Z-förmige Matrizen, auch Offset-Matrizen genannt, verdanken ihren Namen der Form des Teils, das in einer einzigen Biegung hergestellt wird.
Wenn Sie mehr über Abkantwerkzeuge wissen möchten, lesen Sie bitte weiterer Artikel schrieben wir.