









Die Abkantpresse ist in der Metallverarbeitung von höchstem Wert. Die Verarbeiter verwenden diese Maschinen, um Präzision und schnelle Durchlaufzeiten zu erreichen. Kleine Eingaben und Berechnungen sind jedoch entscheidend, um präzise Ergebnisse zu erzielen. Die Berechnung von Biegezugaben hat dabei oberste Priorität.
Wird die Biegezugabe unterschätzt, führt dies zu einer ungenauen Blechgröße. Ironischerweise wissen viele Leute nicht, wie man sie berechnet. Selbst Experten verwenden Spickzettel statt manueller Berechnungen. Wenn Sie zu diesen Leuten gehören, keine Sorge!
Die Kenntnis der Formel und der Berechnung ist von entscheidender Bedeutung. In diesem Leitfaden lernen Sie Schritt für Schritt die Berechnung der Biegezugabe. Zum besseren Verständnis werden wir auch einige Dummy-Werte verwenden. Halten Sie sich also fest und erfahren Sie alles über die Biegezugabe!
Übersicht der Biegezugabe für Abkantpressen
Die Berechnung der Biegezugabe bestimmt, wie viel Material die Abkantpresse beim Biegen verbraucht. Das zu bearbeitende Material wird während des Biegens nach innen gedrückt und nach außen gestreckt. Die Biegezugabe berücksichtigt die Verformung des Werkstücks und gibt die Größe an, die beim Biegen verbraucht wird.
Ein Beispiel: Geben Sie 15 mm Material zum Biegen vor. Sie erhalten 13 mm (rund) als Ergebnis in Form von Blech. Die restlichen 2 mm werden während des Biegens verbraucht.
Diese Biegezugabe trägt diesem Materialverbrauch Rechnung. Sie hilft Ihnen also zu wissen, wie viel Material Sie als Input geben sollten, um die gewünschte Ausgabebogengröße zu erhalten.
Stellen Sie sich vor, Sie arbeiten an einem Material. Ihr Ziel ist es, ein 10-mm-Blech zu erhalten. In einem solchen Fall muss Ihre Eingabe größer als 10 mm sein, um das Biegen zu ermöglichen. Denken Sie daran, dass für das richtige Biegen in einem bestimmten Winkel ein Teil des Werkstücks erforderlich ist.
Welche Länge eines Stücks des Werkstücks wird für den Biegevorgang benötigt? Diese Frage wird beantwortet, wenn Sie die Biegezugabe verstehen.
Wenn die berechnete Biegezugabe 2 mm beträgt und Ihr Ziel ein 10-mm-Blech ist, benötigen Sie 12 mm Material als Eingabe. Damit wird sichergestellt, dass nach dem Biegen 10 mm Blech als Ausgangsbuch herauskommt.
Wie berechnet man den Biegetoleranzwert für Ihre Abkantpresse?
Das Biegegeld scheint sehr komplex zu sein. Sie ist jedoch relativ leicht zu verstehen. Sie können die genauen Werte mit einer einfachen Formel berechnen. Denken Sie daran, dass die Formel auch andere Parameter erfordert.
Hier ist die Formel:
Biegetoleranz = (π / 180) × Biegewinkel × (Innenradius + K-Faktor × Materialdicke)
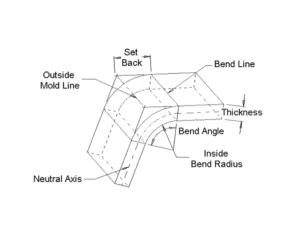
Wie Sie sehen können, besteht diese Formel aus verschiedenen Parametern. Es ist wichtig, diese Elemente und ihren Wert zu verstehen. Wenn Sie diese nicht kennen, werden Sie nicht in der Lage sein, die genaue Biegezugabe zu finden. Hier sind die Details zu diesen Begriffen:
- PI (π): Pi ist eine mathematische Konstante. Sein Wert ist 3,14. Auch bei unterschiedlichen Materialien bleibt der Wert von Pi gleich.
- Biegewinkel: Dies ist der Winkel, in dem Sie Ihr Material biegen wollen. Er kann 50°, 70° oder sogar 90° betragen.
- Innerer Radius: Er stellt den Krümmungsradius der Kurve in der Biegung dar. Wenn Sie in einem größeren Winkel biegen, wird der Innenradius größer und umgekehrt.
- Dicke des Materials: Dies ist die Dicke des Materials oder Werkstücks, das gebogen werden soll. Sie muss genau sein, um eine präzise Biegezugabe zu erhalten.
- K-Faktor: Dieser Wert variiert von Material zu Material. Für verschiedene Werkstoffe gibt es auch unterschiedliche Biegezugabe-Tabellen, jeweils mit einem K-Faktor-Wert.
Der K-Faktor ist ein komplexes Konzept, das es zu verstehen gilt. Einfach ausgedrückt, gibt er die Abweichung der neutralen Achse von der Mittellinie an. Bevor ein Material einer Biegung unterzogen wird, bleibt die neutrale Achse in der Mitte. Während des Biegens weicht sie jedoch aufgrund von Spannungen ab.
Der K-Faktor misst und bewertet die Abweichung der neutralen Achse von der Mittellinie. Dies geschieht, wenn das Material einer Biegung ausgesetzt wird. Verschiedene Materialien haben unterschiedliche K-Faktor-Werte. Es wird empfohlen, eine Tabelle mit den K-Faktor-Werten zu erstellen, bevor Sie mit den Berechnungen beginnen.
Berechnung mit angenommenen Werten
Das Verständnis und die Berechnung der Biegezugabe durch ihre Formel ist schwierig. Es müssen verschiedene Parameter gemessen werden. Daher werde ich im folgenden Abschnitt angenommene Werte verwenden, um den Wert der Biegezugabe zu berechnen. Dies wird Ihnen helfen zu verstehen, wie diese Formel funktioniert.
Wir haben zum Beispiel die folgenden bekannten Parameter:
- Biegewinkel: 90°
- Wert von Pi: 3.14
- Wert des K-Faktors: 0,33
- Innenradius: 2 mm
- Blechstärke: 1 mm
Diese Werte variieren je nach Größe und Dicke der Materialien. Der Berechnungsprozess bleibt jedoch derselbe. Hier ist die Formel, in die wir die oben genannten Werte einsetzen müssen:
Biegetoleranz = (π / 180) × Biegewinkel × (Innenradius + K-Faktor × Materialdicke)
Setzen wir unsere angenommenen Werte genau in diese Formel ein.
Biegetoleranz = (3,14/180) × 90 × (2 + 0,33 × 1)
Wenn Sie einfache Berechnungen mit einem Taschenrechner durchführen, erhalten Sie das folgende Ergebnis:
Biegetoleranz = 3,66 mm
Sie benötigen also 3,66 mm zusätzliches Material für genaues Biegen. Wenn Sie diese zusätzliche Größe zählen, erhalten Sie nach dem Biegen eine genaue Größe im Blech als Ausgabe. Kleine Fehler beim Parameterwert führen jedoch zu einem falschen Ergebnis.
Zur Erinnerung: Das Berechnungsverfahren zur Ermittlung der Biegezugabe ist für alle Materialien gleich. Ihre Parameterwerte und Ergebnisse werden jedoch variieren.
Der Grund dafür ist, dass die Dicke, die Größe und der Biegewinkel Ihres Materials unterschiedlich sein werden. Bei den obigen Berechnungen haben wir angenommene und zufällige Parameterwerte verwendet.
Was ist die Biegeabzugsklausel?
Biegezugabe und Biegeabzug sind eng miteinander verwandte Begriffe. Der Biegeabzug gibt die Länge des Materials an, die der Dehnung und Kompression während des Biegens Rechnung trägt.
Die Kenntnis dieses Abzugs hilft dem Verarbeiter zu wissen, wie lang das resultierende Stück sein wird.
Bevor die Herstellung von Metallen beginnt, kennen die Verarbeiter bereits ihre idealen Größenanforderungen.
Um die gewünschte Größe zu erhalten, müssen sie also den Biegeabzug ermitteln. Dies hilft ihnen, die Materialgröße abzuschätzen, die sie als Input verwenden werden, um das gewünschte Ergebnis zu erzielen. Dazu ziehen sie den Biegeabzug von der ursprünglichen Materiallänge ab.
Wenn die Berechnungen ihren Anforderungen entsprechen, verwenden sie (die Verarbeiter) die Originalgröße des Materials als Eingabe.
Sie nehmen entsprechende Anpassungen vor (Vergrößerung oder Kürzung des Stücks), wenn das berechnete Ergebnis größer oder kleiner ist.
Diese Methode hilft ihnen, die genaue Größe der Ausgangsmaterialien zu bestimmen. Fast alle Verarbeiter nutzen diese Methode, um fundierte Entscheidungen zu treffen.
Schnelles Highlight: Die Biegezugabe gibt die Menge der beim Biegen verbrauchten Teile an. Der Biegeabzug gibt die Länge an, die von der gesamten flachen Länge abgezogen werden muss. Dieser Abzug berücksichtigt die Dehnung und Stauchung während des Biegevorgangs.
Formel des Biegeabzugs
Genau wie die Biegezugabe hat auch der Biegeabzug seine Formel. Wenn Sie den Wert der Parameter eingeben, erhalten Sie einen genauen Abzugswert. Hier ist die genaue Formel für den Biegeabzug:
Biegeabzug = (Innenradius + ½ × Materialdicke) × π
Kurz gesagt, man nimmt den Innenradius der Biegung und addiert die Hälfte der Materialstärke. Das Pi bleibt konstant, da es einen Wert von 3,14 hat. Die Ermittlung des Biegeabzugs ist relativ einfacher als die Berechnung der Biegezugabe.
Mit dieser Formel können Sie den genauen Wert des Biegeabzugs ermitteln.
Danach müssen Sie den Biegeabzug von der Gesamtlänge abziehen. So erhalten Sie eine Vorstellung davon, wie viel Material Sie nach dem Biegen erhalten werden. Es ist sehr empfehlenswert, dass Sie eine Berechnung des Biegeabzugs finden, bevor Sie mit dem Biegevorgang beginnen.
Hinweis: Wenn Sie Probleme mit mathematischen Berechnungen haben, machen Sie sich keine Sorgen. Im obigen Abschnitt habe ich erklärt, wie man die Biegezugabe mit Zufallswerten berechnet. Sie können das lesen, um eine Vorstellung von der Berechnung zu bekommen.
Bedeutung der Berechnung des Biegewillens
Sowohl die Biegezugabe als auch der Biegeabzug spielen bei der Metallbearbeitung eine entscheidende Rolle. Es ist nicht verwunderlich, dass ein Rechenfehler bei einem dieser beiden Faktoren die Präzision stark beeinträchtigt. Letztendlich erhalten Sie die falsche Seite des Blechs. Deshalb werden sie als integraler Bestandteil des Biegeprozesses betrachtet.
1. Kosten des Projekts
Wenn Sie die genaue Biegezugabe kennen, können Sie das Projekt schnell abschließen.
Wenn Sie den Wert der Biegezugabe nicht berücksichtigen, erhalten Sie entweder ein größeres oder ein kleineres Blech. Diese ungenaue Blechgröße passt nicht in Ihr Projekt. Sie müssen dann alles neu machen, was zusätzliche Kosten für Ihr Projekt verursacht.
Daher sollten Sie die Biegezugabe kennen, um eine genaue Größe für die Ausgabe zu erhalten.
2. Zeitvergeudung
Wenn Sie beim Biegen nicht die gewünschte Größe erreichen, müssen Sie den Vorgang mit neuem Material wiederholen, was viel Zeit kostet.
Das führt dazu, dass Sie Zeit verlieren und das Projekt nicht rechtzeitig fertigstellen können. Auf der anderen Seite können Sie schnell und effizient arbeiten, wenn Sie die Größen vor dem Start kennen.
Mit einer einzigen Biegung erledigen Sie Ihre Aufgabe. Es besteht kein Bedarf an Wiederholungen.
3. Sicherheit und Gefährdung
Stellen Sie sich vor, Sie haben keine genaue Ablesung und fangen an, die Biegeleistung zu nutzen.
Angenommen, Sie benötigen ein 8 mm langes Blech. Sie verwenden 8 mm Metallmaterial zum Biegen. Der Biegevorgang dauert ein oder zwei mm.
Jetzt haben Sie eine Länge von 6 mm statt der erforderlichen 8 mm. Wenn Sie unwissentlich diese Länge anstelle von 8 mm verwenden, birgt das viele Sicherheitsrisiken.
Die Kenntnis der Biegezugabe hilft Ihnen also, sich zu schützen und genaue Größen zu verwenden.
FAQs
O1: Was ist eine Biegegeldtabelle?
Es ist ein Werkzeug, das Informationen über die Werkstücklänge für eine bestimmte Biegung liefert. Viele Verarbeiter, vor allem ältere, verwenden diese Tabellen, anstatt manuelle Berechnungen durchzuführen.
Viele digitale Plattformen (Websites) bieten auch Rechner an, um die Biegezugabe für jedes Material zu ermitteln. Sie müssen lediglich Ihre Parameterwerte in den Rechner eingeben und erhalten einen genauen Wert für die Biegezugabe.
F2: Wie berechne ich das Biegegeld?
Um die Biegezugabe zu berechnen, benötigen Sie den Innenradius, den Biegewinkel, die Materialstärke und den K-Faktor. Sie können die Biegezugabe leicht berechnen, indem Sie die Werte in die Formel einsetzen. Die Formel lautet wie folgt:
BA = Biegewinkel × (π/180) × (Innenradius + K-Faktor × Dicke)
F3: Was ist der Mindestbiegeradius für eine Abkantpresse?
Der Mindestbiegeradius variiert von Material zu Material. Er hängt von vielen Faktoren ab, z. B. von der Art des Materials, seiner Härte, seiner Dicke usw.
F4: Wie hoch ist der K-Faktor?
Der K-Faktor gibt die Abweichung der neutralen Achse von der Mittellinie an.
Einfach ausgedrückt: Es ist das Verhältnis zwischen der Lage der neutralen Achse und der Dicke des Materials.
Im Allgemeinen hat er einen Wert zwischen 0,2 und 0,5. Allerdings hat jedes Material seinen eigenen K-Faktor-Wert.
F5: Wie lautet die Formel für den K-Faktor?
Die Formel zur Ermittlung des K-Faktors lautet wie folgt:
K-Faktor = t / T
Dabei steht T für die Dicke des Materials und t für den Innenradius. Beachten Sie, dass der Wert des K-Faktors von Material zu Material unterschiedlich ist.
F6: Warum ist die Knickzulage wichtig?
Die Biegezugabe ist wichtig, da sie die Länge des Werkstücks angibt, die für das Biegen verwendet wird.
Sie umfasst die Dehnung von der Außenseite und die Kompression von der Innenseite. So hilft es, das Ausgangsblech genau zu messen und reduziert Versuch und Irrtum.
Zusammenfassend lässt sich sagen, dass die Kosten für die Herstellung von gebogenen Metallteilen gesenkt werden.
Schlussfolgerung
Abkantpressen sind aus der Metallverarbeitung nicht mehr wegzudenken. Ihre Leistung und Präzision sind lukrativ. Viele Branchen, in denen Metall verarbeitet wird, verlassen sich auf diese Maschinen. Kleine Fehler bei der Eingabe können jedoch ihre Genauigkeit und Leistung beeinträchtigen.
In diesem Leitfaden haben wir die Berechnung der Biegezugabe anhand ihrer Formel untersucht. Sie werden auch alle Grundlagen der Biegeabzüge kennenlernen. In diesem Leitfaden finden Sie alle Informationen über Biegewinkel, Radius usw. aus einer Hand.