1. was sind Abkantwerkzeuge (Stanzen)
(1)Untergesenk (Stempel) - Teil des Abkantwerkzeugs
Im vorigen Artikel haben wir Ihnen die Hauptbestandteile von Abkantwerkzeugen vorgestellt. Abkantwerkzeuge und Stempel bestehen aus Oberwerkzeugen und Unterwerkzeugen. Wir haben die wichtigsten Arten von Unterwerkzeugen im vorheriger Artikel. Sie können den Link hier anklicken, um den Artikel zu lesen. Untere Matrizen bestehen hauptsächlich aus V-Matrizen, U-Matrizen und Z-Matrizen. Jedes Unterwerkzeug ist auf verschiedene Arten von Blechbearbeitungsanforderungen abgestimmt. Sie können auch die schematischen Bilder und die Verwendungsmethoden jedes Unterwerkzeugs in dem vorherigen Artikel sehen.
Im heutigen Artikel stellen wir eine weitere Komponente von Abkantwerkzeugen vor, nämlich das Obergesenk. Die obere Matrize wird normalerweise auch Abkantpressenstempel genannt. Bei der Bearbeitung von Blechen steuert die Abkantpresse den Stempel mithilfe von Getriebeteilen so, dass er sich um eine bestimmte Strecke nach unten bewegt. Dadurch kann das Blech in den gewünschten Winkel gebogen werden. Der Stempel ist also das Hauptarbeitsteil der Abkantpresse.
(2)Bremsstempel drücken's Bedeutung beim Metallbiegen

- Bestimmen Sie die Biegeform und die Maßhaltigkeit:
Die Form und Größe der Form kann direkt die Biegeform bestimmen, wie z. B. Winkel, Krümmungsradius usw., was eng mit der Produktqualität zusammenhängt.
- Kontrollieren Sie den Biegeprozess:
Die Werkzeuge halten das Blech in einer bestimmten Position und kontrollieren seine Verformung unter Druck, um eine gleichmäßige Biegung zu gewährleisten.
- Verbesserung der Produktionseffizienz:
Durch den schnellen Werkzeugwechsel kann der Werkzeugwechsel für verschiedene Produkte innerhalb weniger Millisekunden abgeschlossen werden, was den Wechselzyklus erheblich verkürzt.
- Verlängerte Nutzungsdauer:
Werkzeuge aus abrasiven Materialien und Oberflächenbehandlung können ihre Lebensdauer um ein Vielfaches verlängern.
- Senkung der Produktionskosten:
Durch den Einsatz von Präzisionsformen kann die Produktivität gesteigert und die Ausschussrate aufgrund des Formenverbrauchs verringert werden.
- Erfüllung der spezifischen Anforderungen:
Mit Hilfe der CNC-Technologie kann die Form in jede beliebige Form gebogen werden, um die Herstellungsanforderungen bestimmter Produkte zu erfüllen.
(3)Haupteigenschaften von Abkantstempeln
Die Eigenschaften von Abkantpressenstempeln können hauptsächlich mit zwei Indikatoren gemessen werden. Die beiden wichtigsten Indikatoren sind Länge und Winkel.
Der Winkel bezieht sich auf den Winkel des unteren Endes des Profils des Abkantstempels. Bei der Verarbeitung von Blechmaterialien wirkt sich dieser Winkel direkt auf den Biegewinkel des Blechs aus. Und das Profil ist das wichtigste Attribut des Abkantstempels. Wenn Sie einen Abkantpressenstempel kaufen oder anpassen möchten, ist das wichtigste Dokument, das Sie zur Verfügung stellen müssen, das Stanzprofil-Design-Dokument. Es gibt jedoch kein allgemeingültiges Bezeichnungssystem für die Formen und Typen von Abkantstempeln. Daher herrscht bei der Suche nach Informationen über Abkantpressenstempel in Google immer große Verwirrung: Wie kann ich die Art, die ich brauche, genau beschreiben?
Um Ihnen zu helfen, dieses Problem zu lösen, haben wir sorgfältig detaillierte Informationen über dieses Problem gesammelt, in der Hoffnung, Ihnen zu helfen, den Abkantstempel zu kaufen, den Sie benötigen.
2.Abkantwerkzeuge (Stempel) Länge
(1)Stempellänge
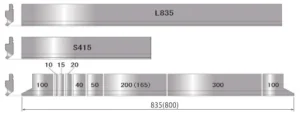
Abkantpressenstempel und Matrizenoberformen gibt es in segmentierter und integrierter Ausführung, die für die Blechbearbeitung unterschiedlicher Größen geeignet sind. Für den gesamten Abkantstempel und die Matrize gibt es im Allgemeinen zwei Größen: 835 mm (33 Zoll) und 415 mm (16 Zoll).
Darüber hinaus bietet der Hersteller von Abkantstempeln und Matrizen auch segmentierte Abkantstempel und Matrizensätze an. Im Allgemeinen wird ein ganzes Stempelstück in mehrere Stücke unterschiedlicher Länge unterteilt und separat verkauft. In der folgenden Tabelle ist ein gängiger Größenstandard aufgeführt, der den üblichen 835-mm-Stempel in mehrere Segmente unterteilt. Es ist zu beachten, dass die Hersteller von Abkantpressenstempeln im Allgemeinen auf der Grundlage metrischer Einheiten konstruieren und produzieren. Sie geben zwar auch Leistungsdaten in zölligen Einheiten an, doch werden diese Daten bei der Umrechnung in zöllige Einheiten in der Regel nur ungefähr. Wenn Sie bei der Blechbearbeitung eine präzisere Stanzung benötigen, empfehlen wir Ihnen daher, metrische Einheiten zu verwenden.
|
mm |
Zoll | |
|
1. |
300 |
11.81 |
|
2. |
200 | 7.87 |
|
3. |
100 |
3.93 |
|
4. |
100 |
3.93 |
|
5. |
50 | 1.96 |
|
6. |
40 |
1.57 |
| 7. | 20 |
0.78 |
| 8. | 15 |
0.59 |
|
9. |
10 |
0.39 |
| Summe | 835 |
32.87 |
Natürlich bieten die Hersteller nicht nur Stempel mit dieser festen Längenangabe an, sondern akzeptieren auch kundenspezifische Stempel. Sie können die Länge des Stempels, den Sie vom Hersteller benötigen, auf der Grundlage der Größe der Abkantpresse, die Sie gekauft haben, anpassen.
(2)Vorteil der segmentierten Matrizen
Von segmentierten Matrizen spricht man vor allem, wenn ein Stempel- und Matrizensatz einer Werkzeugpresse in Teile oder Abschnitte unterteilt ist. Segmentierte Matrizen sind nicht nur lange Werkzeuge, sondern ermöglichen es dem Bediener auch, eine Kombination kürzerer Werkzeugsegmente zu verwenden, um die gewünschte Länge oder Einstellung zu erreichen. Darüber hinaus haben segmentierte Matrizen vor allem die folgenden Vorteile:
- Flexibilität:
Segmentierte Werkzeuge sind vielseitiger und ermöglichen es den Anwendern, Segmente an die spezifischen Anforderungen eines Programms anzupassen.
- Einfacher Betrieb:
Kürzere Werkzeuge sind einfacher zu bedienen, zu installieren und zu reparieren als längere Werkzeuge.
- Verringern Sie den Verschleiß:
Wenn bestimmte Teile der Form verschlissen oder beschädigt sind, sollten diese Teile ausgetauscht werden, anstatt die gesamte Form zu ersetzen.
- Kosten-Nutzen-Verhältnis:
Die Betreiber können in eine segmentierte Gruppe investieren, anstatt in mehrere lange Werkzeuge für unterschiedliche Aufgaben, was die langfristigen Kosten senkt.
- Optimierte Arbeitsabläufe:
Die Verwendung von segmentierten Werkzeugen ermöglicht ein schnelles Umrüsten, minimiert die Rüstzeit und steigert die Produktivität.3. häufig verwendete Stempel in Abkantpressen
3. Häufig verwendete Stempel in Abkantpressen
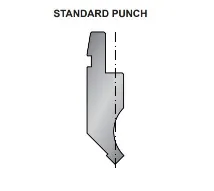
(1)Standardstempel
Der Standardstempel wird hauptsächlich zum Biegen von Blechen von 90° bis 180° verwendet. Der Hauptvorteil der Abkantpresse ist ihre Vielseitigkeit, da sie sowohl dicke als auch dünne Bleche effektiv bearbeiten kann. Der Standardstempel ist ein häufig verwendetes und langlebiges Werkzeug für Abkantpressen. Standardstempel und -matrizen für Abkantpressen sind unerlässlich, um einfache Biegungen mit dem gewünschten Grad je nach Einstellung der Maschine und dem Balkenhub durchzuführen. Diese Standardstempel haben in der Regel eine gerade Form, was die Herstellung von Biegungen erleichtert. Der innere Biegeradius und der Winkel werden durch die Geometrie des Stempels bestimmt. Standardwerkzeuge werden in der Regel zum Biegen von Schachteln und einfach geformten Teilen mit einer Abkantpresse verwendet und sind daher eine klassische Wahl für solche Anwendungen.
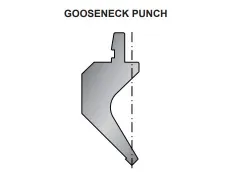
(2)Schwanenhalslocher
Der Schwanenhalsstempel biegt in erster Linie Bleche mit einem Winkel von 30° bis 180°, wobei sein Hauptvorteil in der Möglichkeit liegt, Bleche mit besonderen Formen zu bearbeiten. Zum Beispiel können Produkte mit einer "U"-Form, die nicht mit einem Standardstempel oder einem geraden Stempel bearbeitet werden können, mit einem Schwanenhalsstempel bearbeitet werden. Schwanenhalsstempel haben eine einzigartige Form, die einem Schwanenhals ähnelt. Sie werden hauptsächlich verwendet, um überstehende Kanten oder Flansche von Werkstücken zu entfernen und sind eine ideale Wahl für das Biegen von tiefen Rahmen oder Profilen mit hohem Flansch.
Die Verwendung eines geraden Stempels zur Herstellung einer U-Form oder eines Kanals ist unter Umständen nicht praktikabel, da die Gefahr von Kollisionen zwischen dem Teil und dem Metall des Stempels besteht. In solchen Fällen verwenden die Arbeiter in der Regel Schwanenhalsstempel, um diese Arbeit zu erledigen. Diese Stempel sind so geformt, dass sie dank ihres Innenradius keinen Kontakt mit dem Endflansch des Werkstücks haben. Der Begriff "Schwanenhals" bezieht sich auf die besondere Form des Stempels, der in der Mitte eine Öffnung aufweist, um das Ende des Werkstücks aufzunehmen. Das Angebot an Schwanenhalsstempeln kann sehr unterschiedlich sein, von kleinen bis hin zu großen Abmessungen.
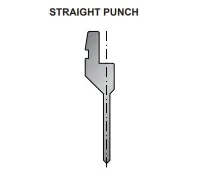
(Gerader Schlag
Der gerade Stempel wird hauptsächlich zum Biegen von Blechen zwischen 20° und 180° verwendet. Sein Hauptvorteil ist die Fähigkeit, kleinere Winkel und Abmessungen zu biegen, was zu einem ästhetischeren Endprodukt führt.
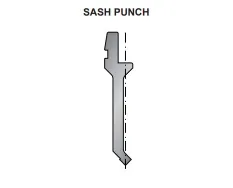
(Punze
Bei der Herstellung von Fensterrahmen ist der Abkantpressenstempel ein Spezialwerkzeug, das in einer Abkantpresse verwendet wird, um Biegelöcher in Blechen zu erzeugen. Es hat eine bestimmte Form und Größe und besteht in der Regel aus einer harten Legierung, um die gewünschten Löcher im Blech zu erzeugen. Der Einsatz eines Abkantpressenstempels ermöglicht eine effiziente Bearbeitung von Blechen, so dass diese für die Montage und den Einbau von Fensterrahmen geeignet sind.
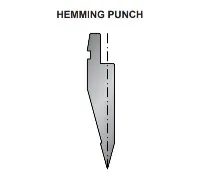
(5)Hämmernder Stempel
Der Abkantstempel ist ein Werkzeug, das in einer Abkantpresse verwendet wird, um eine Saumfalte entlang der Kante eines Blechs zu erzeugen. Er ist so konstruiert, dass er die Kante des Blechs über sich selbst faltet, wodurch ein glattes und fertiges Aussehen entsteht. Der Falzstempel hat in der Regel eine bestimmte Form und Größe, um den gewünschten Falz zu erzeugen. In verschiedenen Branchen wird dieses Werkzeug häufig eingesetzt, z. B. in der Automobil- und Blechverarbeitung, um stabile und ästhetisch ansprechende Nähte an Metallteilen zu erzeugen.
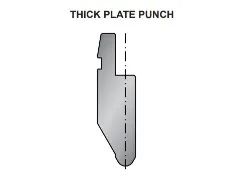
(6)Dicker Stempel
Der Abkantpressenstempel ist ein Spezialwerkzeug, das in einer Abkantpresse zum Biegen von dicken oder schweren Blechen verwendet wird. Der Abkantpressenstempel ist speziell dafür ausgelegt, dickere Materialien effektiv zu biegen, indem er den für den Prozess erforderlichen hohen Kräften standhält. In Branchen wie dem Baugewerbe, dem Schiffbau und dem Schwermaschinenbau wird dieses Werkzeug häufig eingesetzt, da sie regelmäßig mit dickeren Blechen konfrontiert werden.